
























































































































































DAHLIH_大立立式综合加工中心 MCV-2100/210
品牌:DAHLIH(大立)
型号:G5E1D39F2BC7E5
CNC五轴数控加工中心
在高硬度,高表面品质模具的高精度加工中发挥卓越
性能的立式五轴联动加工机床
在复杂形状零部件及高硬度高表面品质模具的五轴加工中对于精度的要求越来越高。
YBM Vi40在Y轴上搭载高刚性高精度 BC轴通过最大程度地减小各轴移动体的质量差并将质量较大的移动体配置在低重心位置实现了优异的可控性和衰减性。,
另外通过使主轴与工件 作业者与加工点更加接近操作性作业性都得到了提高。
采用五轴加工技术,实现模具制造领域所需的高精度及高表面品质
·3+2轴加工(将2轴分度后固定进行同时3轴加工)
·4+1轴加工(将1轴分度后固定进行同时4轴加工)
一般的三轴加工
不仅加工时间长还无法获得所要求的表面品质
精加工用R1球头铣刀
刃颈长度需25mm
需从刀夹伸出35mm
t}J削进给速度400mm/min以下
加工面粗糙度Ra0.901.lm
分度五轴加工
通过使工件倾斜可使用最短长度的刀具进行加工从而提高表面品质缩短加工时间
精加工用R1球头铣刀
.刀颈长度5mm即可进行加工
.从刀夹伸出19mm即可进行加工
·切削进给速度2000mm/min
·加工面粗糙度RaO25µm
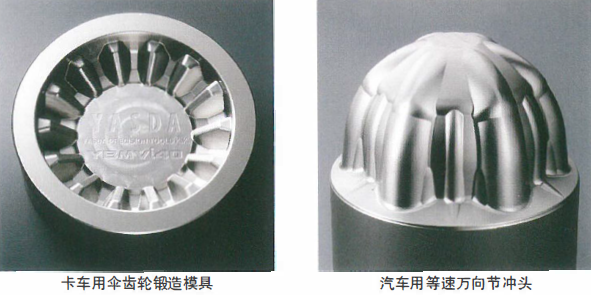
加工样品
YBM Vi40继承了传统三轴机床的基本结构具有与之同等 的高切削性能。
通过与五轴加工相结合亦可在三轴机庆加工困难的复杂形状的高硬度材料的高精度加工中发挥优异性能。
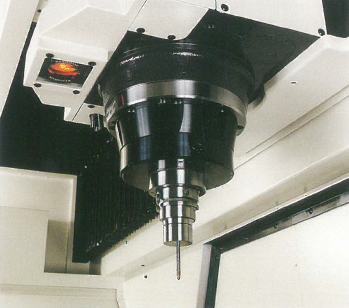
YBM Vi40的构造
高刚性龙门对称结构
采用一体化桥式结构的高刚性机身
在超高精度、重切削加工领域大显身手
通过在Y轴上搭载高刚性高精度BC轴 并最大程度地减小各轴移动体的质量差同时将质量较大的移动体配置在低重心位置实现了优异的可控性和衰减性。
主轴头滑鞍实现了轻量化。
通过采用大直径滚珠丝杠的高刚性进给机构同时利用高要求的高速插补功能实现高速、高精度加工。
机体采用热变位较小的 龙门式热对称结构。采用高级铸铁制—体化结构(立柱顶梁) 进一步提高了刚性。
以直线度2µm以下的 高精度联结的高表面精度导轨。
三点支撑实现了高刚性
对于随着位置不同负荷会发生很大变化的B轴的驱动通过采用高减速比蜗杆可提高外界干扰下的稳定性以及反转时的可控性而对于受上述影响较小的C轴则采用DD(直接驱动)电机 实现了无齿隙的高速高精度定位。
另外通过在B轴单元的另一侧设置支座 连同B轴单元在内总共由3个轴承进行支撑工作台结构的刚性更高负荷引起的变形更小。
实现稳定、高品质加工的YASDA独创机构
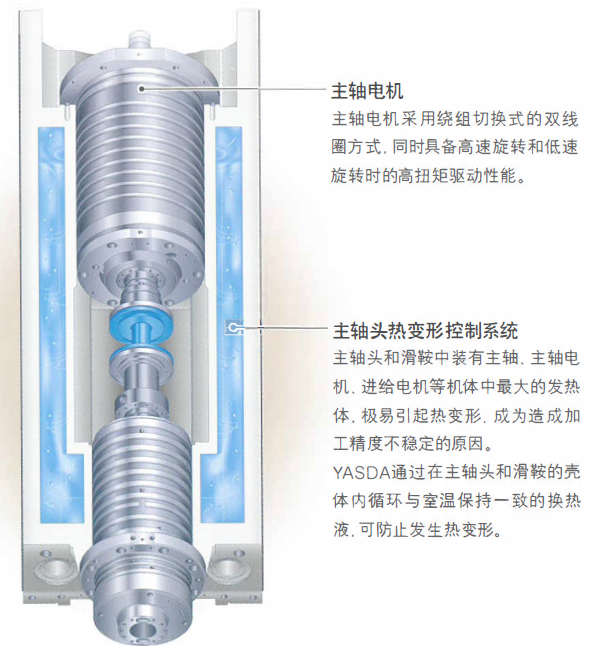
全转速区域均为高精度加工区域的预紧力自动调整型主轴
采用固定位嚣预紧力方式的传统主轴会因主轴高速旋转时的轴承发热而导致预紧力增加因此只施加微小的初始预紧力这与所要求的功能正好相反。 YASDA开发的预紧力自动调整型主 轴在低速旋转时施加较大的预紧力 而在高速旋转时预紧力根据主轴轴承的发热登而不断减小同时具备低速区域的重切削性能和高速区域的低发热高精度旋转性能。利用该功能可高精度地进行重切削加工高硬度钢高速切削加工以及会产生反向推力的采用螺旋立铣刀的加工。
直接驱动系统预紧力自动调整型主轴和主轴驱动电机通过膜盘联轴器同轴联结可在全转速区域实现高精度的主轴旋转和高品质 加工。
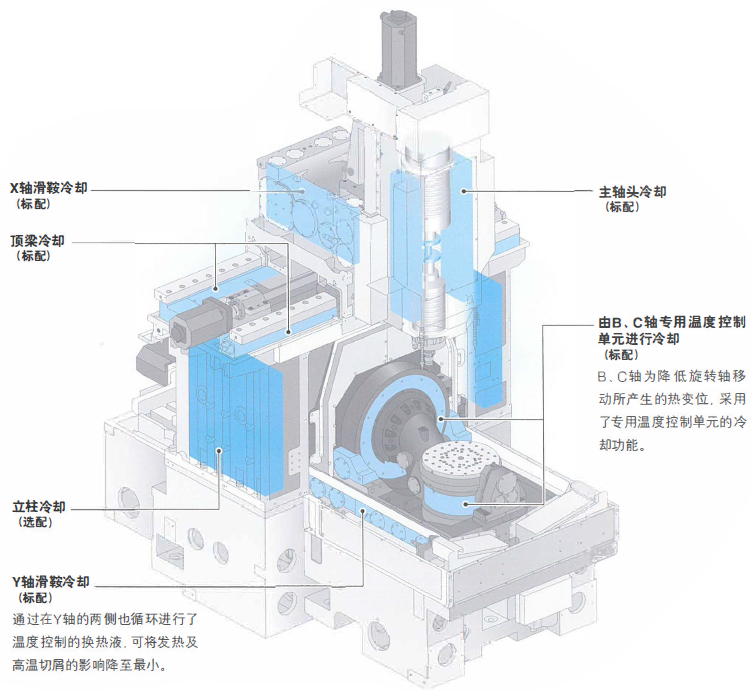
先进的热变位对策
防止急剧热变形的机体温度控制系统
为实现高精度五轴加工旋转轴的中心位置应始终位千空间中的固定位置这是非常重要的。
YASDA通过在机体内循环进行了温度控制的换热液可降低各轴的热变位 实现稳定的高精度加工。
YBM Vi40的机体温度控制系统
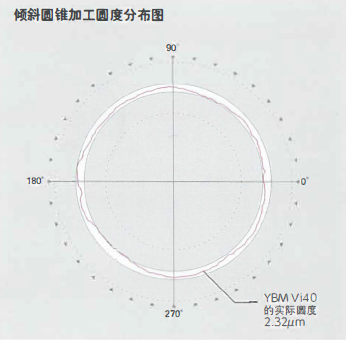
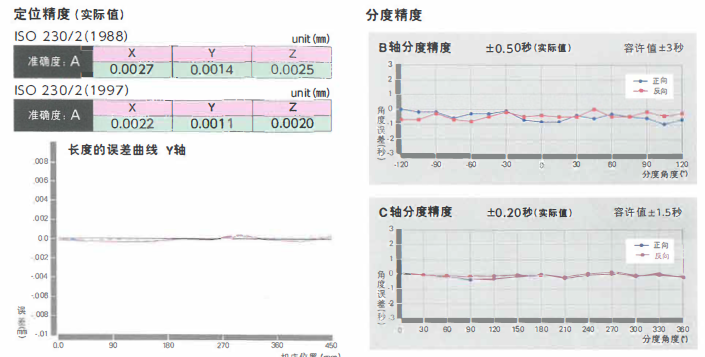
无与伦比的高精度
五轴联动圆锥加工圆度2.32µ.m(实测值)
在依照NAS979(该标准作为五轴联动加工精度的评价方法得到广泛应用)进行的倾斜圆锥加工试验中,本机床的圆度达到 2.32µm(实测值)实现了压倒性的高稍度。

提高作业性
通过使主轴与工件,作业者与加工点更加接近
操作性作业性都得到了提高

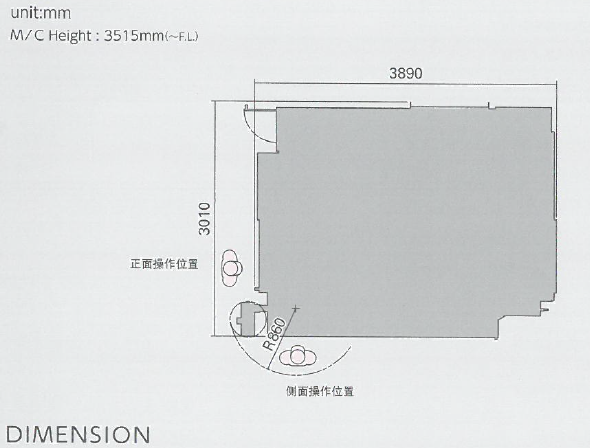
可接近性进一步提高的操作位置
作业者不仅可从正面、也可从右侧面接近加工点进一步提高了可接近性 作业更加方便。
主轴鼻端伸长
与传统机床(YBM950V)相比主轴的鼻端伸长了50mm可减少冲突区域。
标配五轴加工用各种功能
标准配备五轴加工所需的各种功能,可提高同时五轴加工及分度五轴加工的使用便利性,减轻作业者的负担。
.平滑TCP
·智能倾斜面加工指令
·回转中心坐标自动设定功能(i-CAL)
.工件坐标自动设定功能
| 机床本体规格 | ||
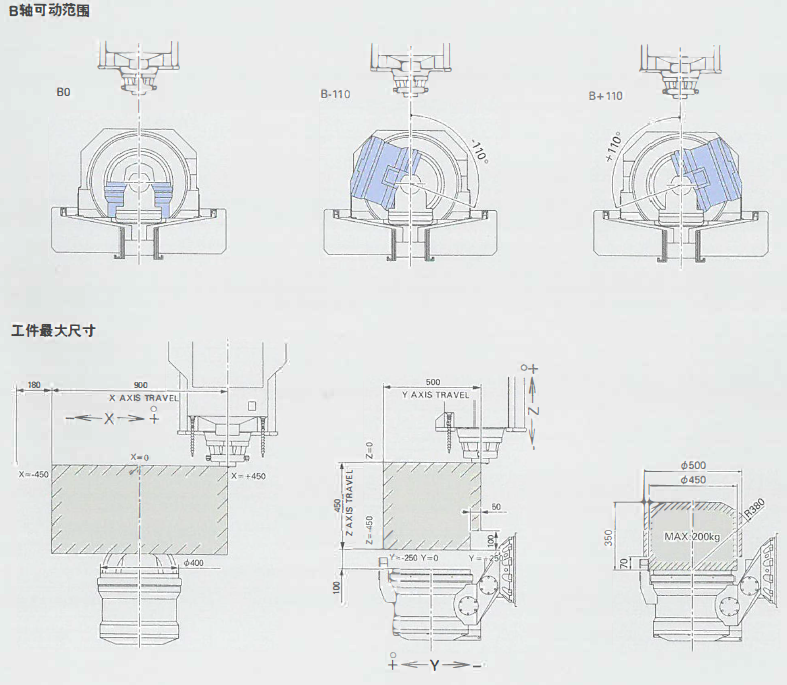
| 1)移动量 | X轴移动动量(主轴头左右) | 900mm |
| Y轴移动动量(工作台前后) | 500mm(有限制) | |
| Z轴移动动量(主轴头上下) | 450mm | |
| 工作台顶面至主轴端面的距离(B=0时) | 100~550mm | |
| 2)旋转工作台(B、C轴) | 工作台作业面尺寸 | φ400mm |
| 工作台最大承重 | 200kg | |
| 工作台顶面形状 | 44-M12丝锥 | |
| 工作台旋转轴(C轴) | 360deg. | |
| 工作台倾斜轴(B轴)的移动范围 | 土110deg. | |
| 倾斜轴中心至回转工作台顶面的距离 | 0mm | |
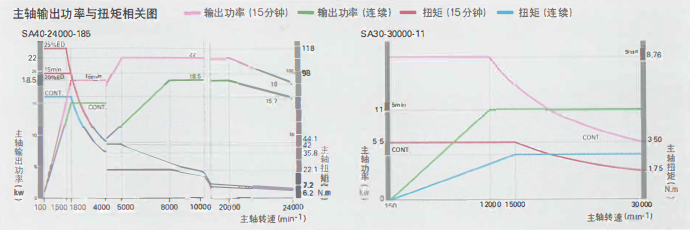
| 3)主轴 | 主轴型号 | SA40-2 4000-18.5 (预紧力自动调整型主轴) |
| 主轴转速 | 100-24,000min•1 | |
| 主轴用电机 | AC18.5/22kW(连续15分钟额定) | |
| 主轴锥孔 | N.T.No.40 | |
| 4)进给速度 | 快速进给速度 | IX.Y. Z轴I 20,000mm/min (C轴)最大100min·1(B轴)最大20min·1 |
| 切削进给速度 | IX.Y. Z轴)最大5.000mm/min(标准) (C轴)最大100min•11B轴)最大20min•1 | |
| 设定单位 | 0.0001 mm (deg.) | |
| 5)自动刀具交换装置 | 刀柄型号 | MAS BT40 |
| 拉钉型号 | JIS B6339-40P | |
| 刀库容量 | 60把 | |
| 刀具最大亘径长度质量 | φ70mm/250mm/7kg | |
| 6)机床重量 | 约15.000kg | |
| 7) 电源容量 | 39kVA | |
| 8) 数控装置 | FANUC 31i-85 |
2.机床本体标准附属规格
| 1)光栅尺反馈 | 对应X. Y. Z. B.C轴0.0001mm(deg)指令 |
| 2)切削液装置(AA型) | 平喷嘴2根、标准油箱容量300L |
| 3)防溅罩 | 带顶棚罩手动门、配1个荧光灯 |
| 4)排屑装置 | 机内螺杆式排屑器 |
| 5)机体温度控制装置 | 简易型 |
| 6)主轴热变位补偿 | 标准型 |
| 7)喷枪 | 1把(操作位置) |
3.数控装置标准附属规格
| 1)最小设定单位/最小移动单位 | 0.0001mm |
| 2) 显示装置 | 10.4英寸彩色液晶显示器320m (128kbyte) |
| 3)程序记忆容量 | 公用变量: 100个 |
| 4)用户宏程序 | 250个 |
| 5)登录程序个数 | |
| 6) 自动拐角减速 | 64组 |
| 7) 刀具补偿个数 | 存储器C |
| 8) 刀具偏过存储器 | |
| 9) 运行时间工件数显示 | |
| 10) 扩展程序编辑 | |
| 11) 高速平滑TCP | |
| 12) 带引导倾斜面加工指令 | |
| 13) USB存储器接口 | 存储器输入输出 |
4.机床本体特殊附属规格
| 1)主轴锥形形状(特殊) | HSK-A63 |
| 2)高速主轴(BT30) | ACS.5/1 lkW(连续5分钟额定)、150~30,000min-1 |
| 3)刀库容量增加 | 总计100把 |
| 4)塔式信号灯(多层信号灯) | 红黄绿(闪烁) |
| 5)主轴中心吹气 | 微雾冷却装置 |
| 6)主轴中心喷水 | 3.5/6MPa(带切削液温度控制装置) |
| 7)带机外分离器刮板式排屑器 | 配备鼓式过滤器 |
| 8)切削液温度控制装置 | |
| 9)外部雾状冷却 | BLUEBE制喷嘴2根 |
| 10)撇油装置 | OILPURE(安田制超小型浮油回收装置)或皮带式 |
| 11)集雾器 | 1套 |
| 12)刀具长度自动补偿功能及刀具折损检测功能 | METROL制接触式测头 |
| 13)刀具长度/直径补偿功能及刀具折损检测功能 | BLOOM制NT-H型(接触/激光并用式} |
| 14)自动测量装置 | RENISHAW制接触式测头 |
| 15) 高速加工功能(YASDA HAS-3系统) | 最大进给速度12.000mm/mi |
| 16) 机体温度控制装置 | 带周计时器 |
| 17) 周计时器 | |
| 18) 主轴热变位补偿 | 个别数据 |
| 19) AWC门 | |
| 20) 机器人接口 | 适用system3R.EROWA |
2.数控装置特殊附属规格
| 1)程序记忆容量 | 总计256KB.512KB. 1MB. 2MB. 4MB. 8MB |
| 2)登录程序个数扩展 | 总计250个500个1,000个2.000个 |
| 3)后台编辑 | |
| 4)螺旋插补 | G02、G03 |
| 5)螺线圆锥插补 | G02、G03(需进行螺旋插补) |
| 6)英制公制切换 | G20、G21 |
| 7)定标 | G50、G51 |
| 8) 坐标旋转 | G68、G69 |
| 9) 可编程镜像 | G50.1、G51.1 |
| 10) 刚性攻丝 | M29(G84、G74) |
| 11) 可选程序段跳转(增加) | 总计9个 |
| 12) 刀具补偿组数增加 | 总计99组200组400组、499组、999组 |
| 13) 用户宏程序公用变量增加 | 总计600个 |
| 14) 工件坐标系组数增加 | 48组、300组 |
| 15) 刀具管理功能 | |
| 16) 法线方向控制 | G40.1. G41.1. G42.1 |
| 17) Cs轮廓控制 | |
| 18) 三维坐标变换 | G68.G69 |
| 19) 反比时间进给 | G93 |
| 20) 以太网功能 | FOCAS2 / Ethernet |
| 21) 数据服务器功能 | 快速数据服务器容量1GB,2GB、4GB |
思诚资源为您提供:YASDA亚司达 YBMVi40 立式五轴联动数控加工中心的采购报价、YASDA(亚司达)YBMVi40型号参数、规格图片、PDF画册等资料,如您想了解更多关于YASDA(亚司达)正品品牌的其他加工中心资料与产品货期库存、行情价格,就在思诚资源MRO商城。
备注:因厂家会在没有任何提前通知的情况下更改产品包装、产地或者一些附件,本公司不能确保客户收到的货物与思诚资源网站提供的产品图片、产地、附件说明等完全一致。若本网站没有及时更新,敬请谅解!

品牌:DAHLIH(大立)
型号:G5E1D39F2BC7E5

品牌:DAHLIH(大立)
型号:G5C89EDA0DB08A

品牌:DAHLIH(大立)
型号:G5D367A0AAB586

品牌:DAHLIH(大立)
型号:G604EF8DE60948

品牌:NEWAY(纽威)
型号:G6267969DE42CB













