

























































































































































日本大隈_OKUMA CNC量产型内圆磨床GI-10NII
品牌:OKUMA(大隈)
型号:G61BAF1DC3B1EA
¥待询价(提交订单10分钟内获取专属报价单)

可靠性再度提升的内圆磨床
配置“ Thermo-Friendly Concept”
技术的磨床终于诞生了!
·配置PFCD (轴移动反转时的追踪延迟补偿)
·工件原点、金刚石原点的设定简易化
·提高快速进给速度X,Z:12m/min --+20m/min
·新型平板式机床操作面板
·高端设计

高精度化
Thermo-Friendly Concept
.缩短为使热位移稳定下来的暖机运转时间,以减轻再次开始加工时的尺寸修正负担。
PFCII (轴移动反转补偿控制)的应用
能够减少下述动作中发生在R面顶端等部位的条痕(突起)。

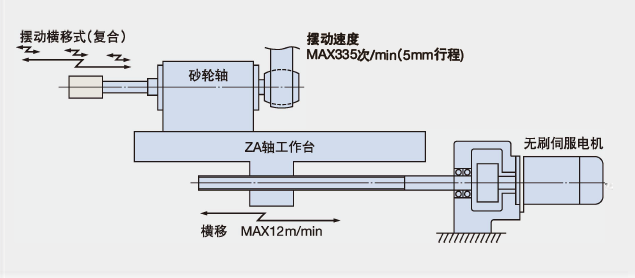
NC数控摆动与横移结合的效果
.相比横移磨削提高了表面粗糙度。
.最适合加长工件的加工。
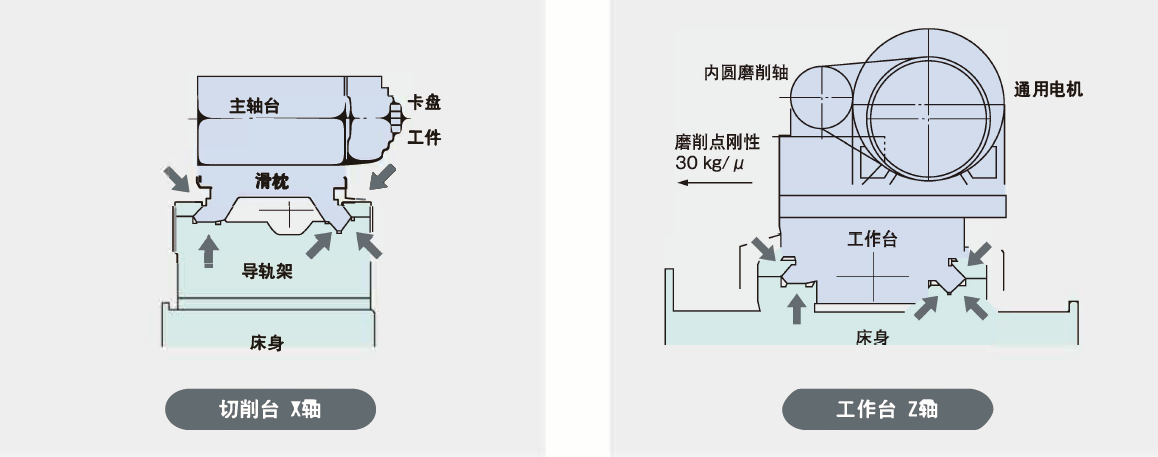
传统的OKUMA式5面静压导轨面
.滑脚的上、下部共由5面支撑,实现高刚性。
.相邻导轨面之间保有较宽距离,在实现高速、高刚性的同时还提高了减振性。
.采用上下支撑的全封闭式结构,以提高精度及导轨面的耐久性。
.极其适合模具轮廓的磨削加工。
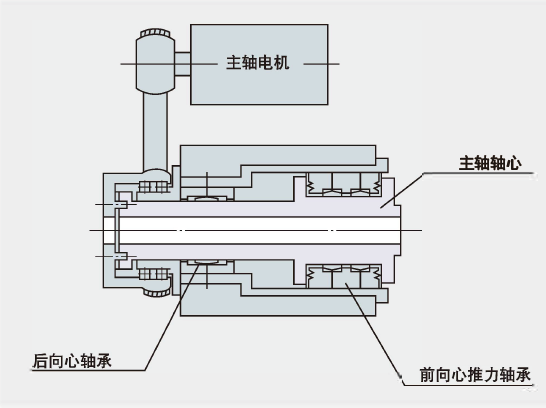
高精密正圆加工静压主轴台(特殊规格)
.旋转精度 0.04
.主轴转速 10-1,000min-1 无级变速NC指令
.主轴电机 AC无刷伺服电机2.4kW
用途:高精度正圆加工
操作性
工件原点、金刚石原点的设定简易化

新型操作面板(采用平板式面板)
采用厚度2rrm平板式开关。

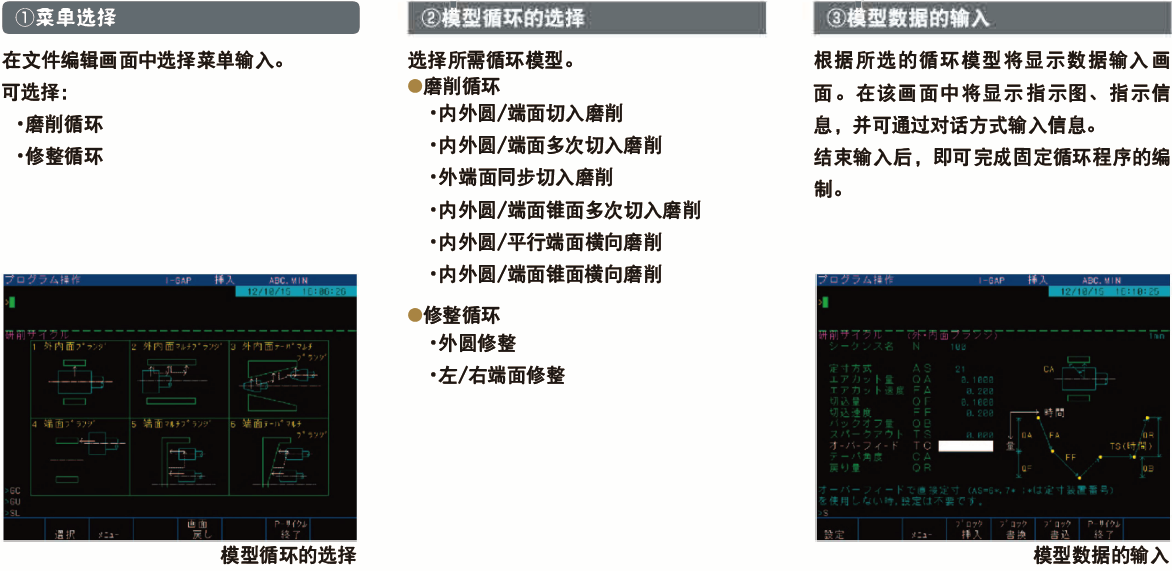
配置I-GAP (特殊规格)
.模型循环功能
工序整合
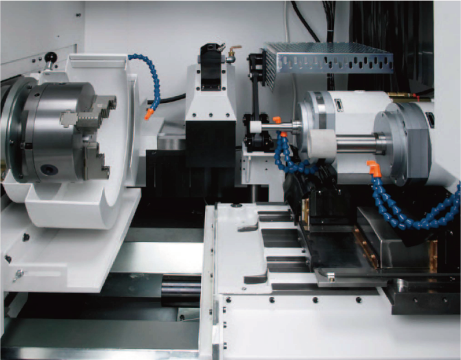
双砂轮轴规格(2WS)
.最大内圆磨削直径 φ300mm (使用 φ100mm砂轮时)
.最大外圆磨削直径 φ200mm (使用 φ100mm砂轮时) φ300mm (特殊规格)
.最大磨削深度200mm
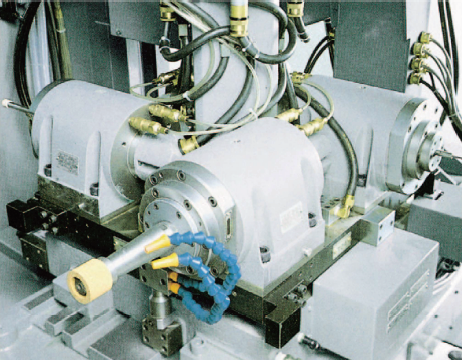
4砂轮轴规格(4WS)
可安装4组高频砂轮轴,超越2WS可实现更丰富的多工序复合磨削和高效磨削。
.最大内圆磨削直径 φ300mm (使用φ100mm砂轮时)
.最大外圆磨削直径 φ200mm (使用φ100mm砂轮时) φ300mm (特殊规格)
.最大磨削深度 130mm
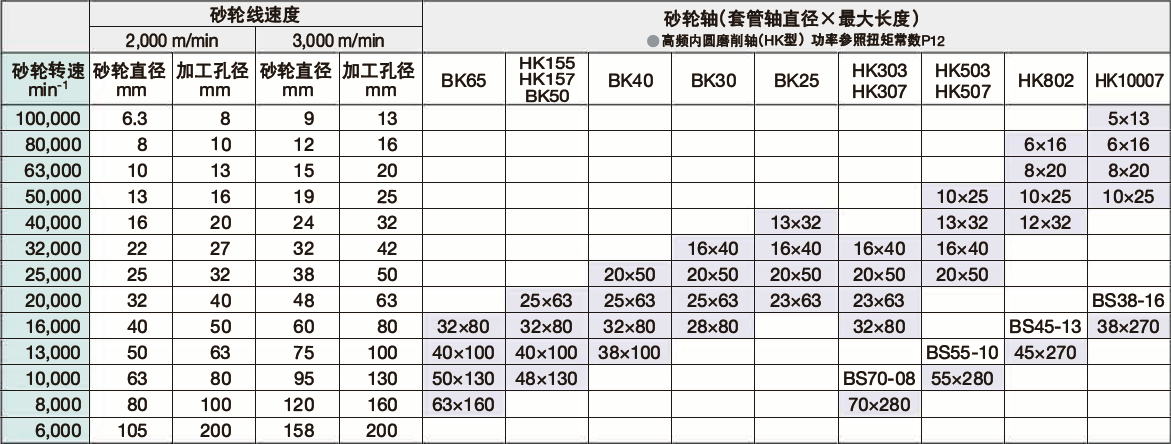
砂轮轴
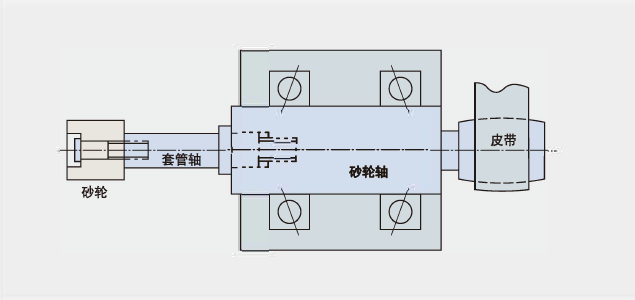
砂轮轴的类型
*dn值: d=直径X n=转速

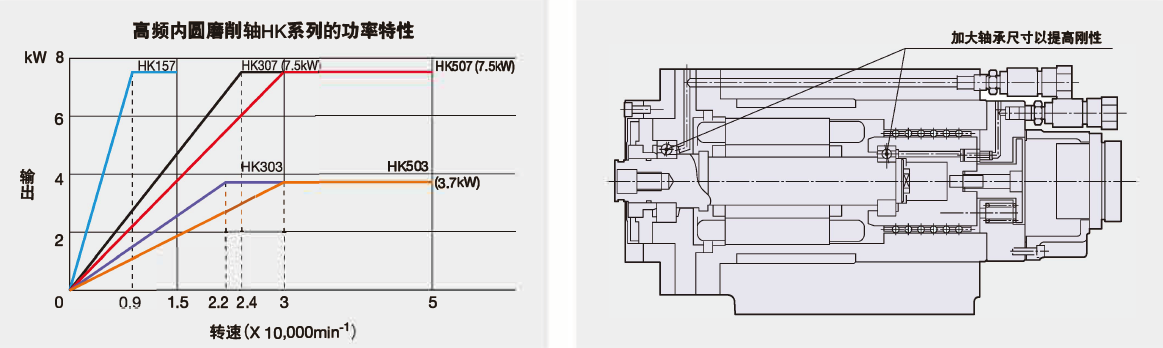
高频内圆磨削轴扭矩、功率
.油雾润滑
砂轮轴一览表
2WS和4WS组件的砂轮轴不可通用
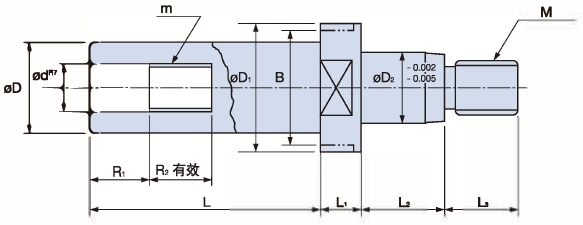
砂轮轴套管轴尺寸表
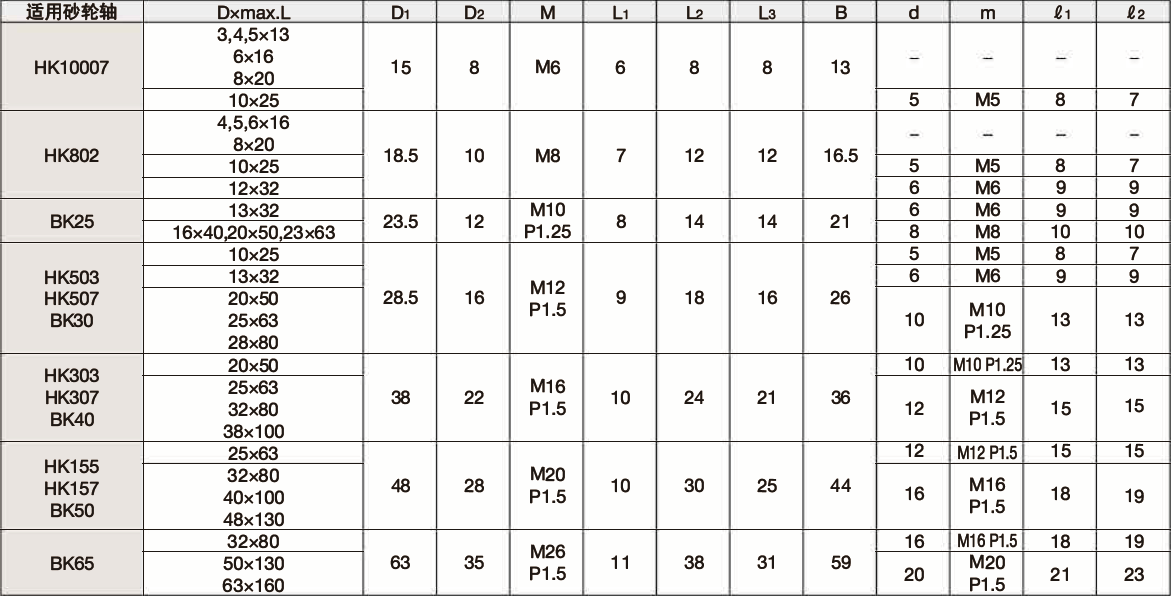
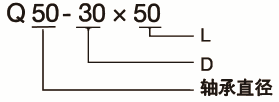
■套管轴名称
■标准L尺寸
13, 16,20,25,32,40,50,63,80, 100,130,160
对应高难度且多样化的磨削方式。
依靠内圆、外圆及端面磨削的两轴联动(三轴联动)实现多样化磨削请根据不同的加工内容选择最佳规格。

本机标准规格
| 规格 | 规格详情 | 数量 | |
| 磨削方法内(外)圆磨削 | (1) 切入磨削(可摆动) (2) 多次切入磨削(可摆动) (3)内(外)端面同时切入磨削 (4)横向磨削(可摆动) (5)锥面横向磨削 (6)轮廓磨削 |
||
| 端面 | (1)横磨 | ||
| 尺寸测量确认方式 | 间接测量尺寸(利用程序数据) | 1组 | |
| 床身 | 床身清洗 | 1组 | |
| 主轴台 | 主轴 | 前轴承内径φ100 | 1组 |
| 主轴电机 | 3.5kW无刷电机 | ||
| 主轴转速 | 100~750m矿(无极变速S4位直接指令) | ||
| 倍率 | 50~200% | ||
| 旋转装置 | 10°旋转,配备千分表(1格0.01mm) | ||
| 砂轮箱 | 砂轮电机 | 通用变频电机55 kW-2P | 1组 |
| 砂轮防护罩 | 气压驱动 | ||
| 砂轮轴 | 配备BK50、油雾润滑20,000min-1、皮带轮、皮带1套 | 1组 | |
| 砂轮轴套管轴 | φ40x80 (Q50-4080) | 1个 | |
| 砂轮 | φ60x32 WA60K | 5个 | |
| 切削台 | 导轨面 | 全封闭式静压导轨面 | 1组 |
| 控制轴 | XA轴无刷电机29kW | ||
| 工作台 | 导轨面 | 全封闭式静压导轨面 | 1组 |
| 控制轴 | ZA轴无刷电机2.8kW | ||
| 砂轮修整器 | 内圆/外圆磨削加工旋转式 | 1组 | |
| 砂轮修整器安装座 | 位置调整式 | 1组 | |
| 液压油箱 | 独立型40, 可调节出油量0.75 kW油泵电机 | 1组 | |
| 油雾润滑装置 | 砂轮轴(BK、HK型), 主轴润滑用 | 1组 | |
| 气控单元 | 1组 | ||
| 切削液箱 | 独立型180, 0.25 kW油泵电机 | 1组 | |
| 冷却液喷嘴 | 1组 | ||
| 砂轮轴防过载装置 | 数码设置型(显示电流(安培)) | 1组 | |
| 刀具 | 配备扳手类、工具箱 | 1组 | |
| 基础螺栓和垫圈 | 1组 | ||
| 本机全封闭防护 | 正面防护门手动开关式(互锁式) | 1组 | |
| 照明装置 | 内置于本机全钳闭防护中,配备开关 | 1组 | |
| 间隔修整 | 可依靠NC程序完成 | 1组 | |
| 多点式修整 | 可依靠NC程序完成 | 1组 | |
| 卡盘基准面清洗装置 | 1组 | ||
| 门互锁装置 | 1组 | ||
| 三爪行程卡盘 | 配备9英寸、面板、硬爪、软爪1套 | 1组 | |
| 中心架(特殊规格) | 1组 | ||
| 高频驱动砂轮轴(特殊规格) | 从下列8个类型中选择。 详细情况请参照P.8特殊规格栏。 HK10007 HK802 HK503 HK507 HK303 HK307 HK157 HK155 |
2组 | |
| 高频砂轮轴用电源 | 12kVA | 1组 | |
| 砂轮轴冷却装置 | 水箱容量70l | 1组 | |
| 高频砂轮轴用芯棒 | 根据随机砂轮轴的型号需要1个组件及规格 | 1组 | |
.机床规格
| 项目 | 单位 | S规格 | 中心架 规格 | 2WS规格 | 4WS规格 | |
| 能力、 容量 | 可磨削孔径范围 | mm | φ5~300/ (φ300时砂轮直径应使用φ100) | |||
| 可磨削外径范围 | mm | φ200/砂轮直径φ100、 φ300/砂轮直径φ100(选件) | ||||
| 可磨削工件长度 | mm | ~200 | ~300 | ~200 | ~130 | |
| 可磨削卡盘卡爪直径 | mm | ~φ300+砂轮直径 | ||||
| 防护内尺寸 | mm | φ400 | ||||
| 工件长度 | mm | ~200 | ~400 | ~200 | ~130 | |
| 工件重量x长度 | kg-mm | 150-200 | ||||
| 切削主轴 | 主轴端面直径 | mm | φ100 | |||
| 通孔直径 | mm | φ70 | ||||
| 转速 | min-1 | 100-750 | ||||
| 转速变速次数(C轴) | 无级变速(可利用NC程序完成) | |||||
| 切削主轴台 | 旋转角度 | °(度) | 10 | |||
| 切削进给装置 (XA轴) |
移动量 | mm | 200(向外侧50、内侧150) | |||
| 脉冲手轮每转一圈的移动量 | mm | φ0.1、φ1.0、φ5.0 | ||||
| 脉冲手轮每刻度的移动量 | mm | φ0.001、φ0.01、φ0.05 | ||||
| 自动切削速度 | mm/min | φ0.0012~φ6,000 | ||||
| 定位速度 | mm/min | φ20,000 | ||||
| 工作台 (ZA轴) |
移动量 | 500 | ||||
| 脉冲手轮每转一圈的移动量 | 0.1、1.0、5.0 | |||||
| 脉冲手轮每刻度的移动量 | 0.001、0.01、0.05 | |||||
| 自动切削速度 | 0.0006~6,000 | |||||
| 工作台的摆动量 | MAX10(根据参数设定) | |||||
| 工作台的摆动次数 | 335、293、260、234、213、195、180、167、156、146(根据参数设定) | |||||
| 定位速度 | 20,000 | |||||
| 砂轮箱 | 旋转角度 | °(度) | 5 | |||
| 左右移动量 | mm | 350 | ||||
| 砂轮修整装置 | 旋转式 | 旋转式(4WS用) | ||||
| 电机 | 砂轮轴用 | kW-P | 5.5-2 | |||
| 切削主轴用 | kW | 3.5(无刷电机) | ||||
| 磨削液泵用 | kW-P | 0.25-2 | ||||
| 磨削液泵用 | kW-P | 0.75-4 | ||||
| 切削台(XA轴)用 | kW | 2.9(无刷电机) | ||||
| 工作台(ZA轴)用 | kW | 2.8(无刷电机) | ||||
| 罐容量 | 液压油、 润滑油箱 | l | 40 | |||
| 切削液箱 | l | 180 | ||||
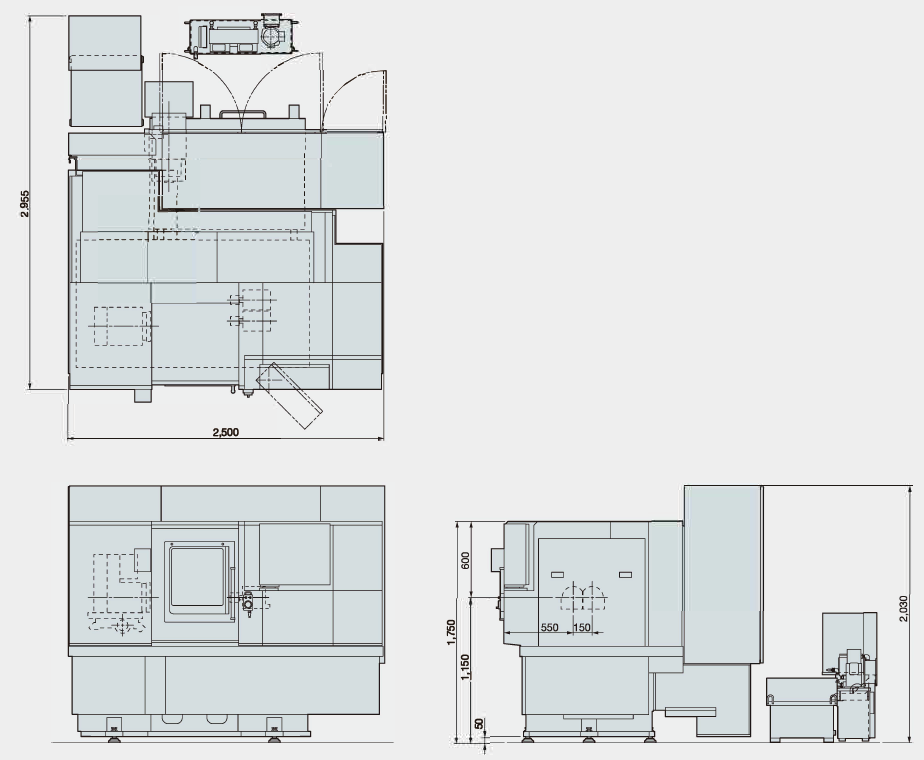
| 机床高度 | mm | 2,030 | ||||
| 所需地面面积 | mmxmin | 2,500x2,955 | 2,800x3,396 | |||
| 机床重量 | kg | 4,200 | 4,500 | 4,800 | 5,000 | |
追求性能价格比的紧凑型CNC

提高机床运行率强力手段
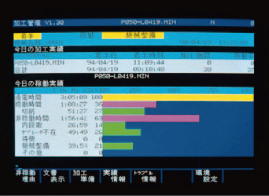
加工管理功能
缩减故障停止时间
请将打印输出的资料原封不动地用传真机传送给维修服务中心
(打印机为选购件)。从而不再需要使用电话进行麻烦的长时间通话联系。
削减准备时间
提供实时工作信息
实时收集、输出生产现场的实况。
.通过身处现场的现场操作者的眼睛可以观察改善活动的效果。
.一按按钮就可制成正确的作业日报。
.使用电脑可进行用户独自的现场管理。
绝对位置检测
提高可操作性
.平板式面板
·工件原点、金刚石原点的设定简易化
省电功能
.显示画面OFF、关闭油雾收集器、机内照明灯OFF
. 机内采用LED照明节约电力
机电一体化
软件可变型CNC
保持最新的CNC功能和性能。
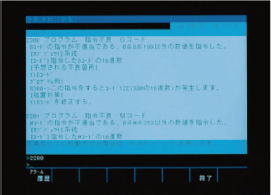
帮助功能
当发生报警时,利用帮助键就可在NC屏幕上显示报警的内容,支持操作者去排除故障。
规格图·安装图
思诚资源为您提供:日本大隈_OKUMA CNC内圆磨床GI-20NII的采购报价、OKUMA(大隈)G61BC2C7317336型号参数、规格图片、PDF画册等资料,如您想了解更多关于OKUMA(大隈)正品品牌的其他磨床资料与产品货期库存、行情价格,就在思诚资源MRO商城。
备注:因厂家会在没有任何提前通知的情况下更改产品包装、产地或者一些附件,本公司不能确保客户收到的货物与思诚资源网站提供的产品图片、产地、附件说明等完全一致。若本网站没有及时更新,敬请谅解!

















