

























































































































































KENT_建德单轴程控立柱型WM平面磨床系列KGS
品牌:KENT(建德)
型号:G63F5906EDBE1C
¥待询价(提交订单10分钟内获取专属报价单)

高速
● Hi-G控制
● 500次/min NC振动
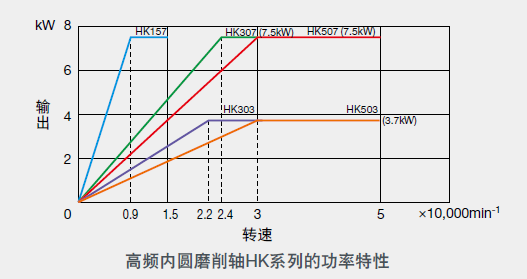
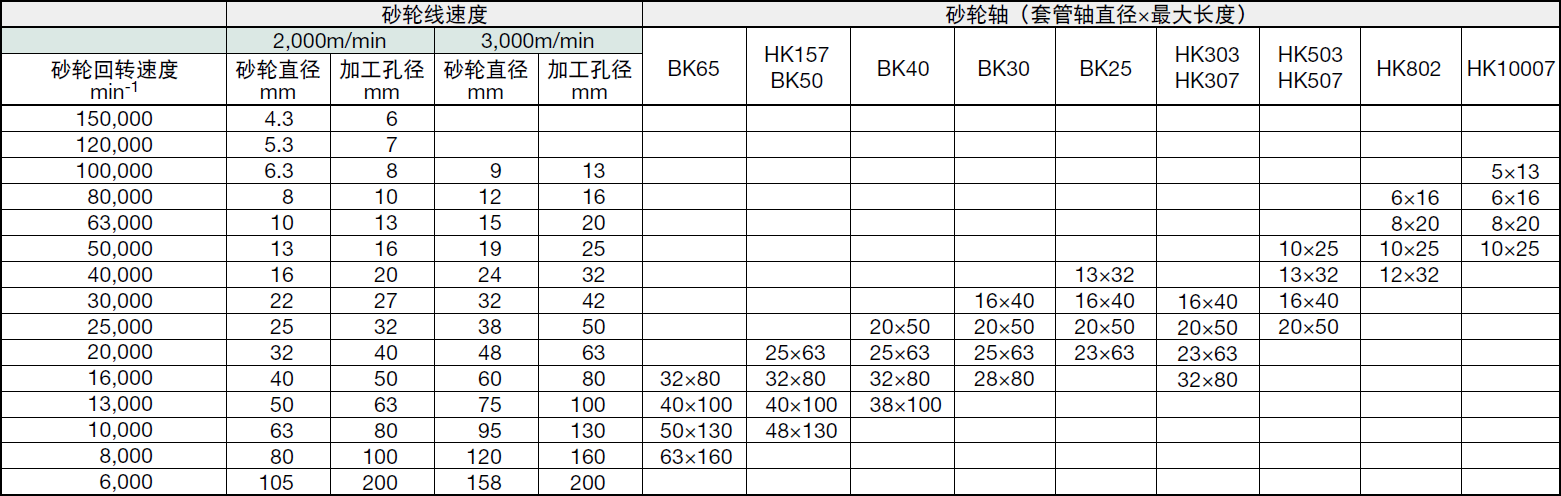
● Max 150,000min-1高速内圆磨削轴
紧凑
● 小型机械手
易于维修保养性能
● 防磨削液飞溅的局部防护方式
● 报警帮助功能
简易的操作性
● 程序帮助功能
高性价比
零件数量削减1/3
实现高效率加工的机床结构
NC高速振动
提高磨削效率,实现高效率加工
● 快速进给 30m/min(Z轴)
20m/min(X轴)
● 控制0.1μm


5面固定静压导轨面(Z轴)
■可实现高速振动的高随动性、高刚性导轨
● 免维护非接触
● 无反向间隙高随动性

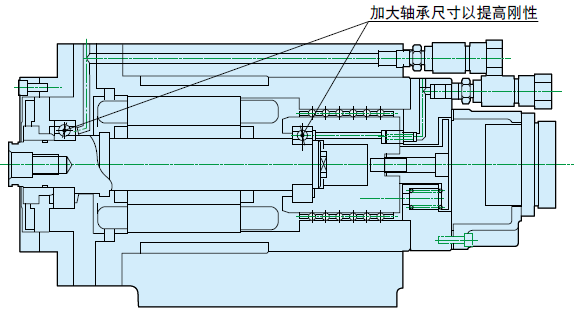
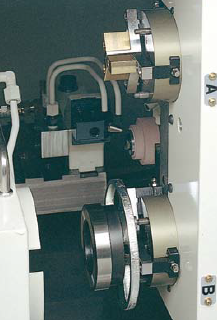
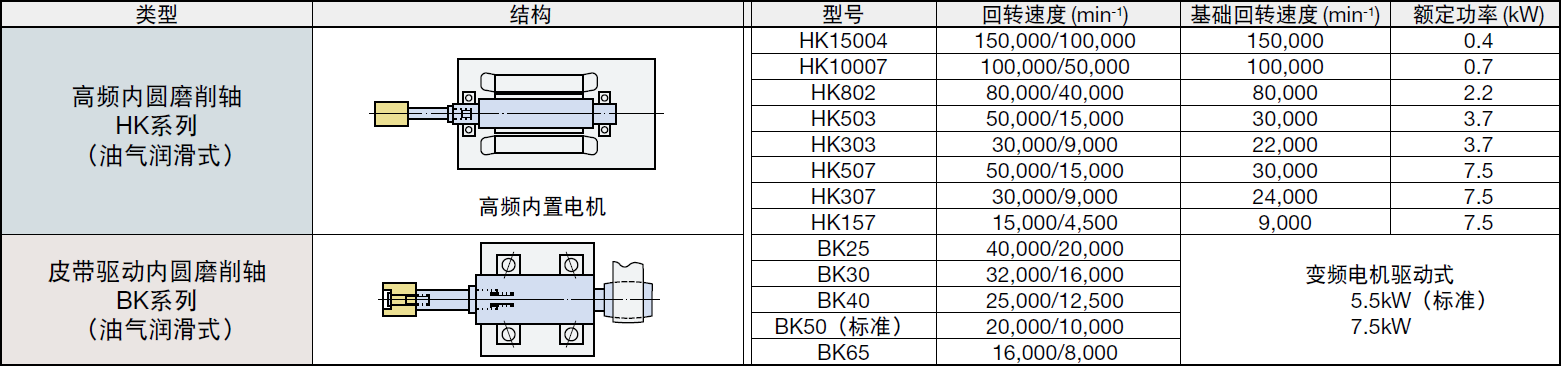
可实现强力磨削的高速、高刚性内圆磨削轴
● 油气润滑
Hi-G控制
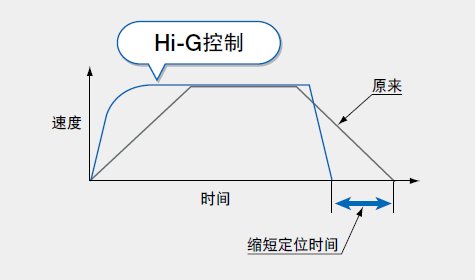
通过在装料过程中修整砂轮,缩短非加工时间
缩短非加工时间
为大幅缩短循环时间做出贡献。
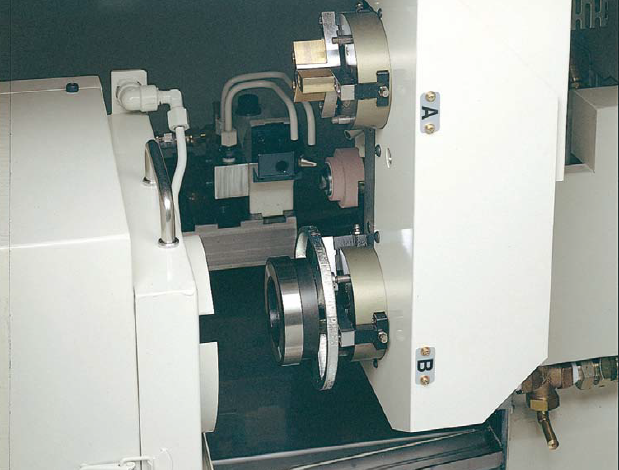
重视安全性的工件装卸结构
加大了X轴行程的机床结构,在装卸工件时砂轮可大幅度退让,提高了工件装卸作业的安全性。

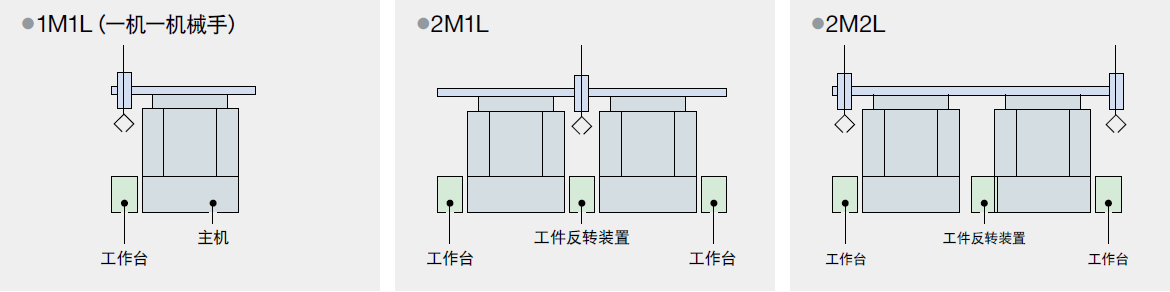
依靠高速机械手及其高性能缩短非加工时间
快速进给180m/min高速机械手
● 方便移动的机上安装型

丰富的机械手种类,轻松实现自动化
■OGL-5型机械手安装示例
■机械手手爪
双手爪
●工件长度 60mm
●工件重量 3kg×2
双手爪
●工件长度 60mm
●工件重量 3kg×2

机床规格
| 单位 | SBK组件 | SHK组件 | |
| 能力、容量 | |||
| 可磨削孔径范围 | mm | ø3~150 | |
| 可磨削孔长度 | mm | ~150 | |
| 工作台上旋回径 | mm | ø400 | |
| 防护罩内旋回径 | mm | ø350 | |
| 工件长度 | mm | ~150 | |
| 主轴承载能力(质量×距离) | kg×mm | 100×150 | |
| 切削进给装置(X轴) | |||
| 移动量 | mm | 300 | |
| 磨削进给速度 | mm/min | ø0.02~ø6,000 | |
| 定位速度 | mm/min | ø40,000 | |
| 最小单位 | mm | ø0.0001 | |
| 工作台(Z轴) | |||
| 移动量 | mm | 350 | |
| 磨削进给速度 | mm/min | 0.02~3,000 | |
| 工作台的振动量 | mm | 10 | |
| 工作台的振动次数 | 次/min | ~585 | |
| 定位速度 | mm/min | 30,000 | |
| 最小单位 | mm | 0.0001 | |
| 切削主轴 | |||
| 主轴端面直径 | mm | ø100 | |
| 通孔直径 | mm | ø70 | |
| 转速 | min-1 | 100~1,000 | |
| 电机 | |||
| 内圆磨削轴用 | kW-P | 5.5−2 | 选择 |
| 切削主轴用 | kW | 3.5 | |
| 切削台(X轴用) | kW | 2.9 | |
| 工作台(Z轴用) | kW | 2.8 | |
| 液压油、润滑油泵用 | kW-P | 0.4−4 | |
| 磨削液泵用 | kW-P | 0.25−2、0.18−2 | |
| 内圆磨削轴冷却泵用 | kW-P | - | 0.18−2 |
| 箱容量 | |||
| 液压油、润滑油箱 | L | 40 | |
| 切削液箱 | L | 200 | |
| 内圆磨削轴冷却箱 | L | - | 40 |
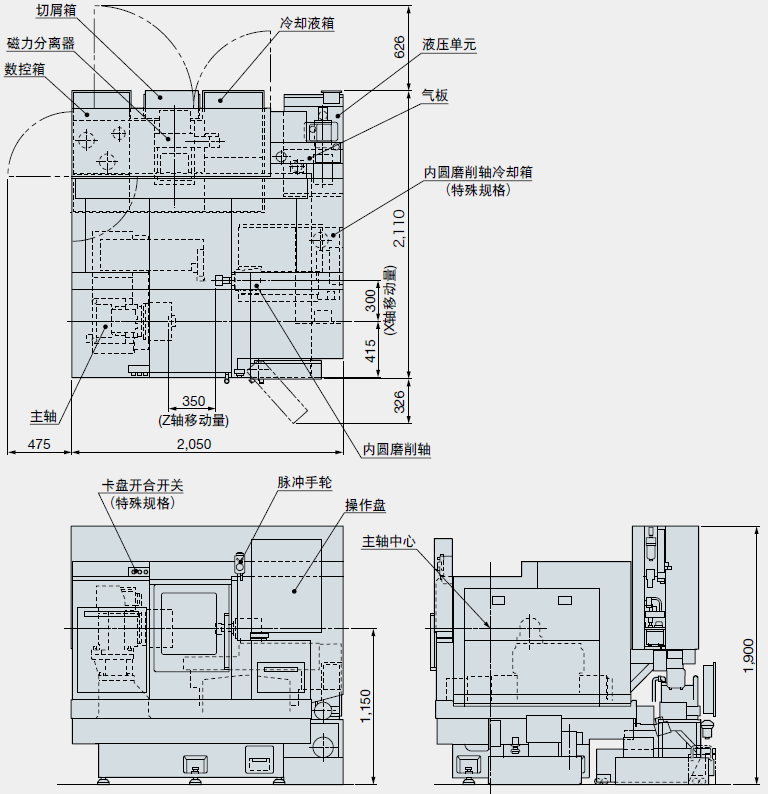
| 机床尺寸 | |||
| 机床高度 | mm | 1,900 | |
| 所需地面面积 | mm×mm | 2,050×2,110 | |
| 净重 | kg | 3,600 | |
加工能力图

实现制造业的高度信息化、网络化(IoT), 提高生产率和附加价值等的智能化工厂。OSP作为充当该头脑角色的CNC装置,再次取得了巨大的进步。安装了最新款处理器,操作性能、绘图性能和处理速度均得到了显著提升。更推出了大量唯有机床制造商才能实现的“超实用应用软件”,实现了真正的智能化制造。
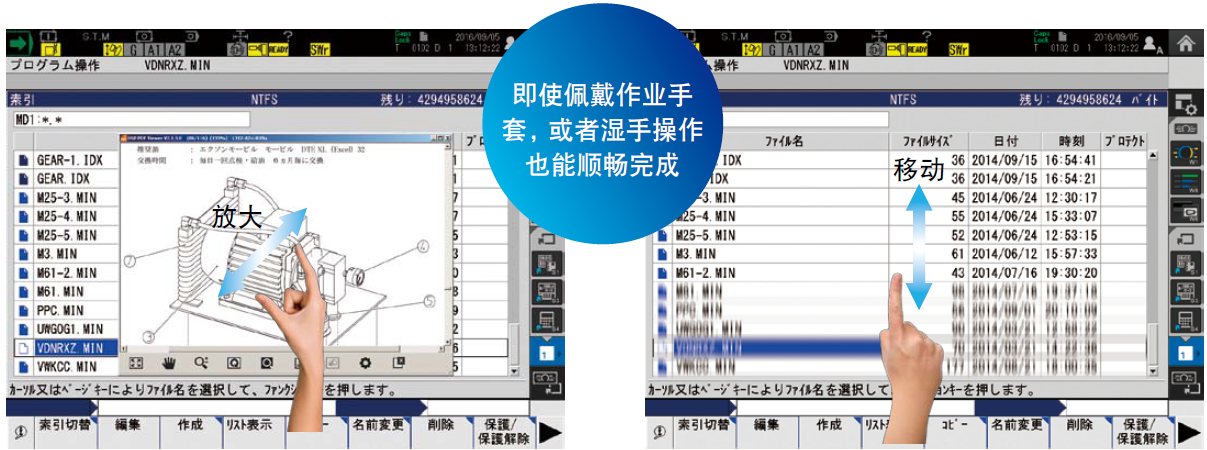
绘图性能的提升和多点触控的应用,实现了直观性绘图操作。如同操作智能手机般,可顺畅且快速地放大显示使用说明书,及通过列表显示刀具数据、程序等。操作人员可自由构建操作界面及显示内容,从初学者到熟练工均可根据需求进行自定义设置。
听取来自加工现场顾客的真实需求,结合OKUMA的加工技术,最终得以实现。
这些功能凝聚了机床制造商生产的CNC装置所独具的,提升“现场能力”的智慧。

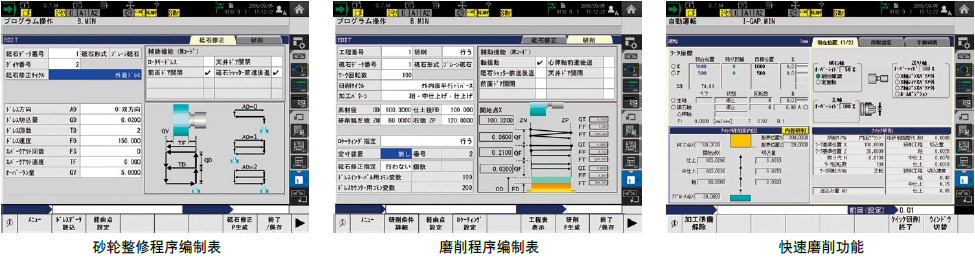
■Ⅰ-GAP+(特殊规格)
对话操作优化了编程功能,使高效率制作加工程序和直观的加工操作变为现实。
●表格编程功能
通过画面输入加工内容,不考虑GM码即可创建磨削加工所需的砂轮止振、砂轮整修和磨削的各种程序。
●快速磨削功能
可在指南图上一边确认运行时的周期和位置,一边加工。仅设置进给量,即可从粗磨到精磨,以手动操作的感觉简单实现操作。
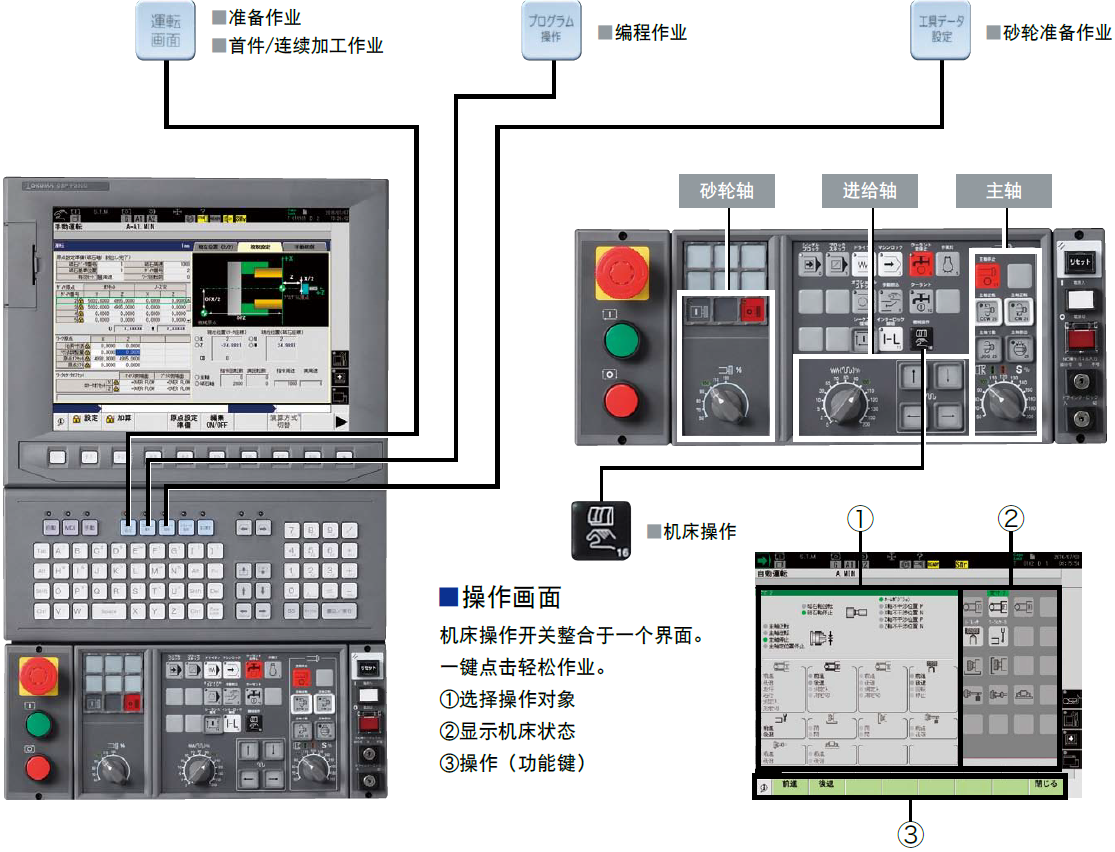
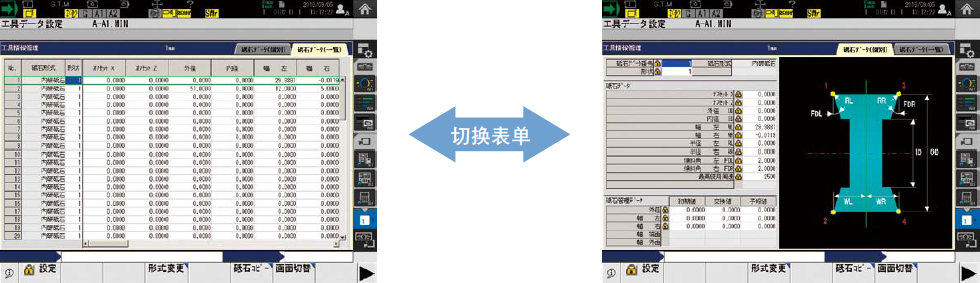
在运转界面进行自动运转、准备作业等。在操作面板上点击“运转界面”键,或者点击自动/MDI模式键,显示运转界面。根据使用用途不同,可切换到当前位置表/工装设置表/手动磨削表。
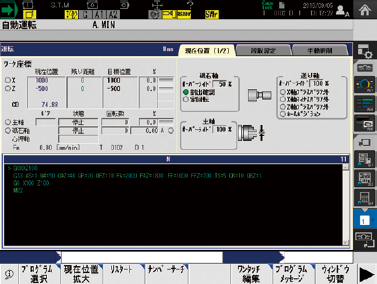
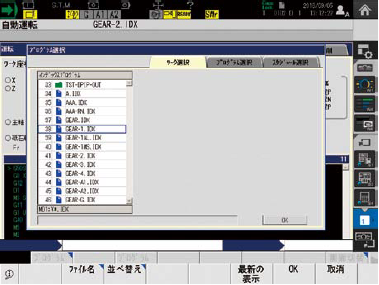
在运转界面的当前位置表,不但能显示当前位置,还可通过功能键实现工件选择/程序选择/调度程序选择。
在运转界面的工装设置表,可显示符合目的的向导图及各种坐标值等。为了最大限度减少画面切换,运转条件选择/金刚石原点/原点补偿/原点切换/工件定位补偿量的设定均可在1个界面上实现。

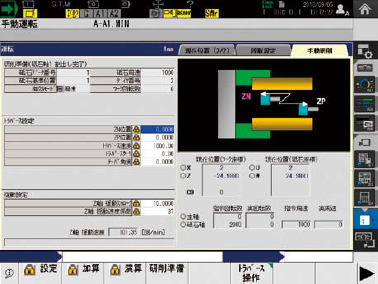
运转界面的手动磨削页,可显示使用砂轮、主轴转速,横移运转、摇动操作的设定参数。为了最大限度减少画面切换,将手动操作相关操作/设定项目整合于1个界面。
通过刀具数据设定管理砂轮数据信息。点击操作面板的“刀具数据设定”键,显示砂轮数据设定。
在设置界面上可显示已登录砂轮数据的一览画面和每个砂轮的单独画面。
GI-10NⅡ
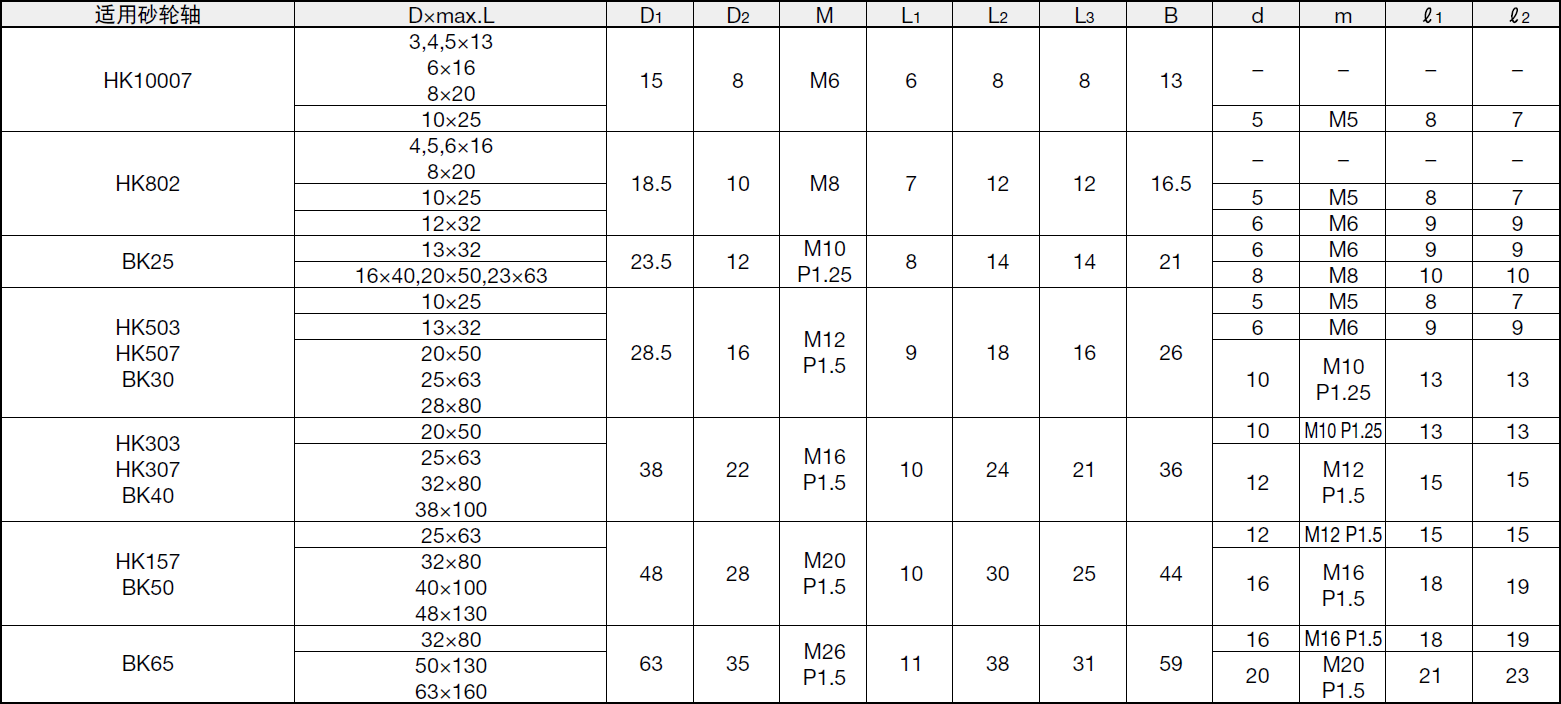
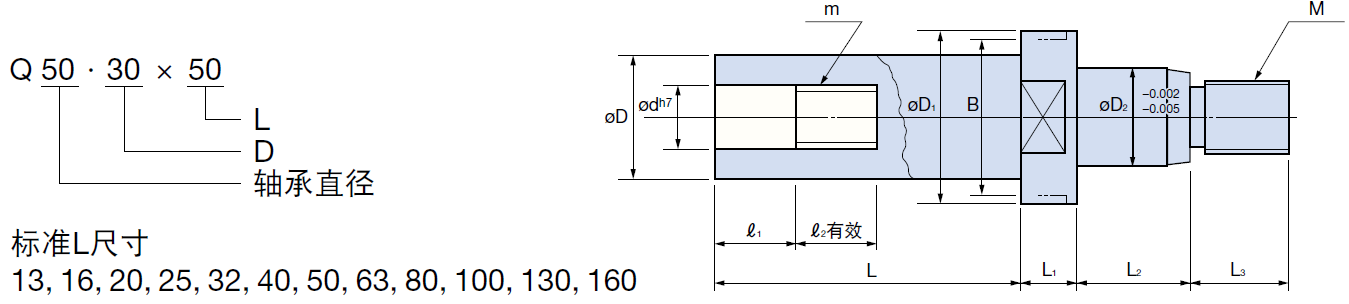
规格图、安装图
思诚资源为您提供:日本大隈_OKUMA CNC量产型内圆磨床GI-10NII的采购报价、OKUMA(大隈)G61BAF1DC3B1EA型号参数、规格图片、PDF画册等资料,如您想了解更多关于OKUMA(大隈)正品品牌的其他磨床资料与产品货期库存、行情价格,就在思诚资源MRO商城。
备注:因厂家会在没有任何提前通知的情况下更改产品包装、产地或者一些附件,本公司不能确保客户收到的货物与思诚资源网站提供的产品图片、产地、附件说明等完全一致。若本网站没有及时更新,敬请谅解!


















