























































































































































日本大隈_OKUMA立式加工中心MA-550VB/650VB
品牌:OKUMA(大隈)
型号:G61DD2E189626D
满足IT、光学、医疗器械及半导体设备等精密模具及零部件等细化、高精度要求的切削加工设备。
本公司独家的摄像式刀具测量系统
刀具最低点位置与加工精度直接相关,针对该最低点位置的变化,利用LED照明及高分辨率CCD摄像头,获取刀具旋转状态的图像,通过对该刀具图像进行数字化处理,自动判断热位移收缩的刀具最低点位置的稳定性,对刀具长度进行校正。
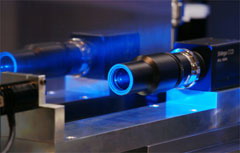
摄像式刀具测量系统
刀具最低点位置与加工精度直接相关,针对该最低点位置的变化,利用LED照明及高分辨率CCD摄像头,获取刀具旋转状态的图像,通过对该刀具图像进行数字化处理,自动判断热位移收缩的刀具最低点位置的稳定性,对刀具长度进行校正。
实现校正无法达到的精度
利用旋转的主轴内部的冷却和对轴承的特殊喷射润滑的效果,快速使伴随旋转而产生的热量饱和稳定,即使反复不断进行连校正都无法达到的主轴的旋转与停止,也可确保刀尖位置有较高的稳定性。
对于立柱的热变形,本公司采取了独家的要素技术,解决了IT、光学、医疗器械、半导体设备等精密模具及高精密部件加工中造成各种误差的原因。
微细高精度和高效率两全

机床平衡
“精度”和“短期交货”相互矛盾,而本机器可以实现从特别订制极细刀具的加工到通用刀具的高效率加工,解决了要求精度无法满足效率、要求效率无法满足精度的问题。
通过高性能大量程主轴和大功率高刚性进给杆的组合,并进行机床平衡优化设计,以适应较宽范围的切削条件。
确保长时间优质表面品位加工
为抑制整个旋转范围内的摆动与振动,可高度控制主轴的旋转平衡与轴承预压。
在各轴引导面保持较高的衰减性,同时采用符合热刚性与机床刚性的优化结构,对各种各样的材料加工成最优质的表面品位。
| 项目/型号 | μV5 | |
| 移动量 | X × Y × Z轴 | 900 × 550 × 450mm |
| 主轴端面到工作台上面的 距离 | 150~600mm | |
| 工作台 | 作业面积 | 1050 × 550mm |
| 最大工件尺寸(长×宽×高) | 1050 × 700 ×450mm(有干 涉限制) | |
| 最大承重 | 800kg | |
| 地面至工作台顶面的距离 | 900mm | |
| 顶面形状 | 18mm T溝×5本 | |
| 主轴 | 转速 | 300~30000min-1 |
| 电机输出功率/转矩 | 15kw/19N・m | |
| 锥孔尺寸・刀柄型号 | HSK-E50 | |
| 冷却/润滑 | 主轴内部+轴套冷却/特殊油 润滑 | |
| 进给 | 快进速度 | 15000mm/min |
| 切削进给速度 | 1~15000mm/min | |
| 自动刀具交换装置 | 刀具收纳数 | 18本 |
| 最大刀具直径/长度/重量 | φ50mm/200mm/3kg | |
| 所需动力源 | 电源 | 40KVA(标准) |
| 空压源 | 600NL/min(标准) | |
| 机床尺寸 | 高度 | 2790mm |
| 占地面积(长×宽) | 2760×2600mm(操作盘、 油冷却器除外) | |
| 重量 | 10500kg | |
| 控制装置 | FANUC | 31iMB |
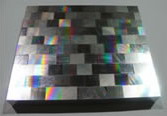
工件材质:SUS304
工件尺寸:200×150×20毫米(长×宽×高)
加工时间:30小时
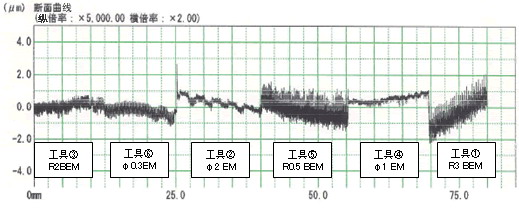
配备摄像式刀具测量系统的设备可不依靠操作者的技术,实现加工面边界段差在±2μ以内(包括表面粗糙度)。 即使是长时间加工,使用摄像式刀具测量系统也可消除各种误差。
| 工具编号 | 工具种类 | 主轴转速(min-1) |
| 1 | R3圆头槽铣刀 | 16,000 |
| 2 | Φ2平面铣刀 | 20,000 |
| 3 | R2圆头槽铣刀 | 26,000 |
| 4 | Φ1平面铣刀 | 32,000 |
| 5 | R0.5圆头槽铣刀 | 40,000 |
| 6 | 0.3平面铣刀 | 40,000 |
思诚资源为您提供:三菱CNC加工中心 精密加工中心μV5的采购报价、G5C174B423527A型号参数、规格图片、PDF画册等资料,如您想了解更多关于正品品牌的其他加工中心资料与产品货期库存、行情价格,就在思诚资源MRO商城。
备注:因厂家会在没有任何提前通知的情况下更改产品包装、产地或者一些附件,本公司不能确保客户收到的货物与思诚资源网站提供的产品图片、产地、附件说明等完全一致。若本网站没有及时更新,敬请谅解!

品牌:OKUMA(大隈)
型号:G61DD2E189626D

品牌:OKUMA(大隈)
型号:G627DFC7BD4D89

品牌:OKUMA(大隈)
型号:G627B34C4D3AD5
品牌:OKUMA(大隈)
型号:G61DE9DED3E708

品牌:OKUMA(大隈)
型号:G61B814848B4BD

品牌:MST(恩司迪)
型号:DN50AD-CTH20/CTH25

品牌:MST(恩司迪)
型号:DN40AD-CTH20/CTH25

品牌:MST(恩司迪)
型号:BT50-CTH10/CTH20/CTH25/CTH32

品牌:MST(恩司迪)
型号:BT40-CTH10/CTH20/CTH25

品牌:MST(恩司迪)
型号:A100-CTH10/CTH20/CTH25











