



















































































































































在机械加工领域,丝锥的选择至关重要。本文将深入探讨直槽丝锥和先端丝锥各自的优缺点,并提供一些选择指南,帮助您根据实际工况选择合适的加工工具。
一、直槽丝锥的特点及适用范围
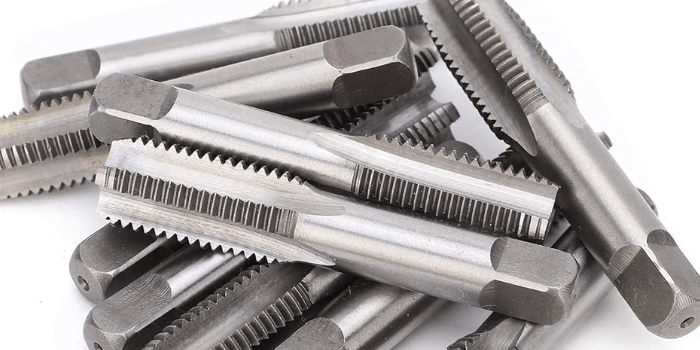
1、直槽丝锥的结构相对简单,成本较低,因此在很多普通攻丝场合都能看到它的身影。它只有一个直槽用于排屑,制造工艺也比较简单。
2、直槽丝锥适用于加工不通孔螺纹,例如盲孔螺纹。因为切屑向前排出,不容易堵塞螺纹底孔。
3、常见的直槽丝锥的槽型角度一般在3-5度之间,部分直槽丝锥的槽型角度会根据加工材料的不同而有所调整。例如,加工铸铁的直槽丝锥的槽型角度通常较大,以便更好地排出切屑。
二、直槽丝锥的优缺点
1、优点:直槽丝锥结构简单,制造方便,成本低廉,排屑顺畅,适合加工不通孔螺纹。
2、缺点:由于切削刃较短,切削负荷集中,容易导致丝锥崩刃或折断,特别是在加工高强度材料时。此外,排屑不顺畅时容易划伤已加工的螺纹表面。
三、先端丝锥的特点及适用范围
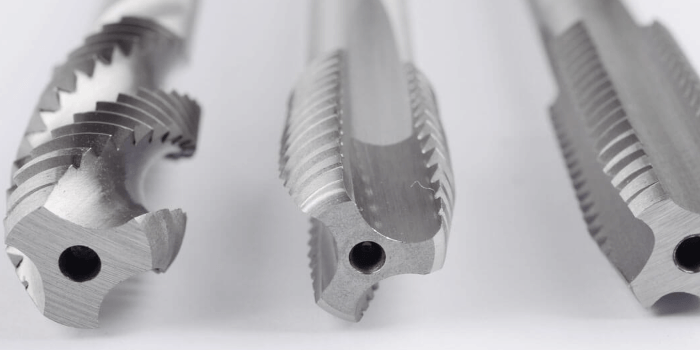
1、先端丝锥的显著特征是其前端有一段螺旋槽,用于引导切屑向前排出。这种设计使得先端丝锥在加工通孔螺纹时具有明显的优势。
2、先端丝锥适用于加工通孔螺纹,因为切屑向前排出,不会堵塞螺纹孔,保证了加工的顺利进行。先端丝锥的螺旋槽的角度和长度会根据不同的加工材料和螺纹规格进行调整。
3、先端丝锥的螺旋槽通常有三种类型:左旋、右旋和直槽。左旋螺旋槽适用于右旋螺纹,右旋螺旋槽适用于左旋螺纹,而直槽则适用于脆性材料。

四、先端丝锥的优缺点
1、优点:先端丝锥排屑顺畅,不易堵塞,适合加工通孔螺纹,切削效率高,加工精度也相对较高。
2、缺点:由于制造工艺较为复杂,先端丝锥的成本相对较高。此外,先端丝锥不适用于加工不通孔螺纹,因为切屑向前排出容易堵塞在盲孔底部。
五、如何选择合适的丝锥
1、根据螺纹底孔类型选择:加工不通孔螺纹应选择直槽丝锥,加工通孔螺纹应选择先端丝锥。
2、根据被加工材料选择:加工硬度较高的材料,建议选择硬质合金材质的丝锥,并选择合适的螺旋槽角度和长度。
3、根据加工精度要求选择:如果对螺纹精度要求较高,建议选择先端丝锥或其他高精度丝锥。
以下是您可能还关注的问题与解答:
Q:直槽丝锥和先端丝锥的加工效率哪个更高?
A:通常情况下,先端丝锥的加工效率更高,因为它排屑更顺畅,切削力更小。
Q:如何提高丝锥的使用寿命?
A:选择合适的切削液,控制切削速度和进给量,以及定期刃磨丝锥可以有效提高丝锥的使用寿命。
Q:丝锥的材质有哪些?
A:常见的丝锥材质有高速钢、硬质合金等。高速钢丝锥适用于普通钢材,硬质合金丝锥适用于高硬度材料。
选择合适的丝锥对于提高加工效率和保证螺纹质量至关重要。希望本文的讲解能够帮助您更好地理解直槽丝锥和先端丝锥的区别,并在实际应用中做出正确的选择。






