



















































































































































螺纹加工是机械制造中的一项关键工艺,它直接影响着零部件的连接质量和整体性能。本文将为您全面解析螺纹加工的步骤,帮助您提升加工效率与精度。让我们一起深入了解这个精密的加工过程。
一、螺纹加工的基本概念
在开始讲解具体步骤之前,我们先来了解一下螺纹加工的基本概念。螺纹是机械零件上呈螺旋形的突起或凹槽,主要用于固定、传动或密封。螺纹加工是在工件表面形成符合标准的螺纹的过程。
常见的螺纹类型包括:
1. 公制螺纹(M系列)
2. 英制螺纹(如Whitworth螺纹)
3. 管螺纹(如G系列)
4. 梯形螺纹
5. 锯齿形螺纹
二、螺纹加工的主要方法
螺纹加工方法的选择直接影响加工效率和精度。以下是几种常用的螺纹加工方法:
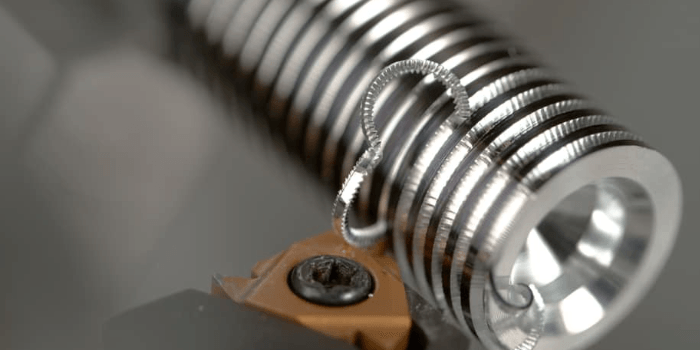
1. 车削加工:适用于外螺纹和内螺纹,精度高,效率较低。
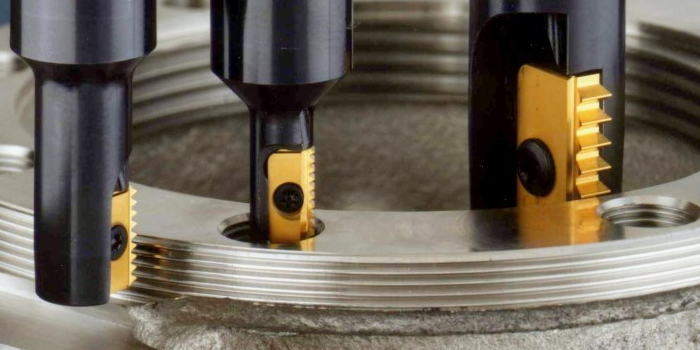
2. 铣削加工:适用于大螺距螺纹,可加工各种螺纹形状。
3. 滚压加工:适用于批量生产的外螺纹,表面质量好,强度高。
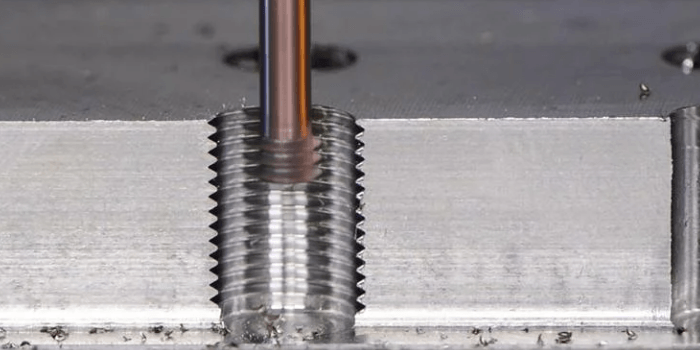
4. 攻丝加工:主要用于加工内螺纹,操作简单,适合小批量生产。
5. 磨削加工:适用于高精度要求的螺纹,如精密螺杆。
三、螺纹加工的详细步骤
下面,我们以车削加工外螺纹为例,详细介绍螺纹加工的步骤:
1. 准备工作
a) 工件检查:确保工件尺寸符合要求,表面无明显缺陷。
b) 刀具选择:根据螺纹类型选择合适的螺纹车刀。
c) 机床调试:检查车床的各项参数,确保其处于良好工作状态。
2. 工件装夹
a) 选择合适的夹具:常用三爪卡盘或四爪卡盘。
b) 调整工件位置:确保工件同轴度,减少跳动。
c) 固定工件:适当施加夹紧力,避免加工过程中工件松动。
3. 参数设置
a) 设置主轴转速:根据工件材料和直径选择合适的切削速度。
b) 设置进给量:与螺纹导程相匹配。
c) 设置切深:通常采用多次进给,每次切深0.1-0.3mm。
4. 粗加工
a) 确定起始位置:将刀具移动到工件端面。
b) 开始切削:启动主轴和进给,进行第一次切削。
c) 多次进给:重复切削过程,直到接近最终螺纹尺寸。
5. 精加工
a) 调整切深:减小每次切深量,提高表面质量。
b) 精细切削:进行最后几道精加工,确保螺纹尺寸和形状准确。
c) 倒角处理:对螺纹端部进行适当的倒角,避免毛刺。
6. 检测与修整
a) 尺寸检测:使用螺纹量规或测量投影仪检查螺纹参数。
b) 表面质量检查:观察螺纹表面是否光滑,有无缺陷。
c) 必要的修整:如有需要,进行局部修整或抛光。
四、影响螺纹加工质量的因素
要获得高质量的螺纹,我们需要注意以下影响因素:
1. 刀具质量:使用优质、锋利的刀具可以提高加工精度和表面质量。
2. 切削参数:合理的切削速度、进给量和切深对螺纹质量至关重要。
3. 冷却液的使用:适当的冷却可以延长刀具寿命,改善加工表面。
4. 机床精度:高精度的机床是保证螺纹加工质量的基础。
5. 操作技能:熟练的操作可以减少加工误差,提高效率。
五、提高螺纹加工效率的技巧
在保证质量的前提下,提高加工效率也是非常重要的。以下是一些实用技巧:
1. 优化加工路径:合理安排加工顺序,减少非切削时间。
2. 使用高性能刀具:如涂层刀具,可以提高切削速度和刀具寿命。
3. 采用复合加工:在车床上集成铣削功能,实现一次装夹多道工序。
4. 应用数控技术:利用CNC设备提高自动化程度和加工精度。
5. 优化切削参数:通过试验找到最佳的切削速度和进给量组合。
以下是您可能还关注的问题与解答:
Q:如何选择合适的螺纹加工方法?
A:选择加工方法需考虑多个因素,包括螺纹类型、尺寸、精度要求、生产批量等。例如,对于小批量高精度要求的螺纹,车削可能是最佳选择;而大批量生产的标准外螺纹,滚压加工则更有优势。
Q:螺纹加工中如何避免常见的质量问题?
A:避免质量问题的关键在于严格控制每个加工环节。确保刀具锋利、机床调试准确、工件装夹稳固、切削参数合理。此外,定期检查和维护设备,保持良好的加工环境也很重要。
Q:新型材料的螺纹加工有什么特殊注意事项?
A:对于新型材料,如高强度合金或复合材料,可能需要特殊的刀具材料和几何形状。切削参数也需要调整,通常要降低切削速度,增加冷却。某些难加工材料可能需要采用特殊的加工方法,如电火花加工。
通过本文的全面解析,相信您已经对螺纹加工的步骤有了深入的了解。螺纹加工是一门需要理论知识与实践经验相结合的技艺。通过不断学习和实践,相信您一定能够提升螺纹加工的效率与精度,为产品质量的提升做出贡献。让我们共同努力,推动制造业的进步!






