



















































































































































车间型三坐标测量机是现代制造业中不可或缺的精密测量工具。本文将详细介绍车间型三坐标的使用方法,从基础操作到精密测量,帮助您全面掌握这一先进设备的使用技巧,提高测量效率和精度。
一、车间型三坐标测量机的特点
车间型三坐标测量机具有以下特点:
1. 坚固耐用:采用防尘、抗振设计,适应车间环境。
2. 操作简便:界面友好,适合车间操作人员使用。
3. 测量范围适中:通常测量范围在500mm×400mm×400mm到1000mm×800mm×600mm之间。
4. 精度适中:精度通常在3-8μm之间,满足大多数车间测量需求。
5. 温度适应性强:可在15-30°C的环境下正常工作。

二、车间型三坐标测量机的使用准备
使用前的准备工作至关重要,包括:
1. 环境检查:确保测量区域清洁、光线充足,避免阳光直射和强烈震动。
2. 设备预热:开机后预热20-30分钟,使机械结构达到热平衡。
3. 气源检查:检查气源压力,通常应保持在0.4-0.6MPa。稳定的气源供应是保证测量精度的关键因素之一。
4. 工件清洁:用无尘布和酒精仔细清洁待测工件,去除油污和灰尘。
三、车间型三坐标测量机的基础操作流程
掌握以下基础操作流程,是正确使用车间型三坐标测量机的基础:
1. 开机启动:按顺序打开主机、控制器和计算机,启动测量软件。
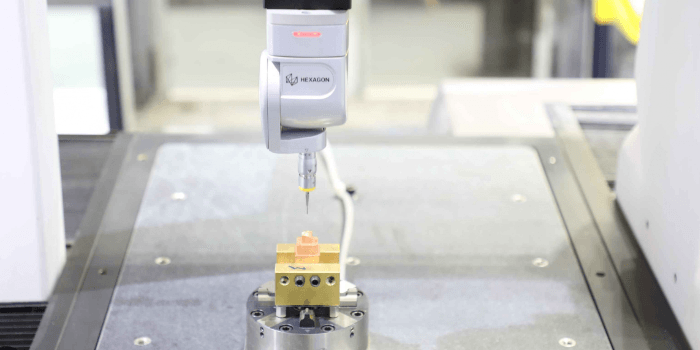
2. 探针校准:使用标准球进行探针校准。校准频率建议为每4小时或测量50个工件后进行一次。
3. 工件固定:将工件牢固地固定在测量平台上,可使用专用夹具或磁力座。
4. 建立坐标系:通过测量工件的平面、直线和点,建立工件坐标系。
5. 编写测量程序:根据工件图纸要求,编写或调用测量程序。对于批量工件,可保存程序以便重复使用。
四、车间型三坐标的精密测量技巧
要实现高精度测量,需要注意以下几点:
1. 多点测量:对于关键尺寸,采用多点测量方法。例如,测量圆柱度时,建议在不同高度各测量3-5个点。
2. 避免碰撞:设置适当的安全高度,防止探针与工件碰撞。碰撞可能导致探针损坏或测量结果不准确。
3. 合理选择探针:根据被测特征选择合适的探针。一般而言,探针直径应小于被测特征尺寸的1/3。
4. 控制测量速度:精密测量时,应降低测量速度,通常控制在5-10mm/s。
5. 温度补偿:对于温度敏感的工件,考虑使用软件的温度补偿功能。
五、车间型三坐标的数据处理与分析
测量完成后,需要对采集的数据进行处理和分析:
1. 数据筛选:剔除明显异常的测量点,确保数据的可靠性。
2. 统计分析:利用软件进行统计分析,计算平均值、标准差等参数。对于批量生产,可绘制控制图以监控生产过程。
3. 公差判定:将测量结果与图纸要求进行比对,判断是否合格。
4. 生成报告:根据需求生成测量报告,包含测量数据、图表和结论。
六、车间型三坐标的日常维护
为确保车间型三坐标测量机的长期精度,需要进行以下维护:
1. 日常清洁:每天工作结束后,清洁导轨、工作台面和探针。
2. 定期校准:根据使用频率,每3-6个月进行一次全面校准。
3. 气源维护:定期检查气源系统,每月更换一次滤芯。
4. 软件更新:及时更新测量软件,获取新功能和优化。
以下是您可能还关注的问题与解答:
Q:如何提高车间型三坐标测量的效率?
A:可以通过优化测量程序、使用自动测量模式、开发专用夹具等方法提高效率。对于重复性工作,建立标准化的测量流程也很重要。
Q:车间型三坐标测量机的精度如何保证?
A:通过定期校准、控制环境温度、正确操作和日常维护来保证精度。对于高精度要求,可考虑在恒温间使用或采用高级温度补偿系统。
Q:车间型三坐标适合测量哪些类型的工件?
A:车间型三坐标适合测量中小型精密零件,如汽车零部件、机床部件、模具等。对于形状复杂、精度要求在0.01mm级别的工件尤为适用。
车间型三坐标测量机的正确使用需要操作者具备扎实的理论知识和丰富的实践经验。通过遵循上述使用流程和注意事项,您可以充分发挥车间型三坐标测量机的优势,为产品质量控制提供可靠保障。随着制造业向智能化、数字化转型,车间型三坐标测量机将在生产过程控制和质量保证中发挥越来越重要的作用。持续学习和实践,将帮助您在精密测量领域不断提升技能,为企业的质量管理做出更大贡献。






