



















































































































































在精密加工领域,铰刀加工是一种常用的内孔加工方法,其加工质量会直接影响整个零件的精度。那么,孔壁在铰刀加工过程中是否会出现收缩现象,以及其成因是什么呢?让我们一起来探讨这个技术问题。
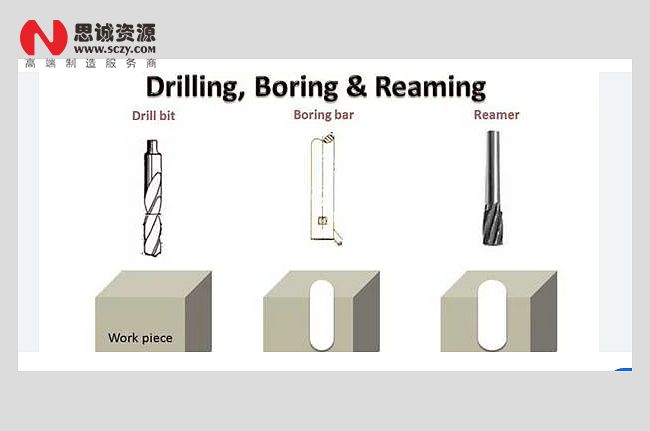
一、铰刀加工过程中的孔壁收缩现象
铰刀加工后的孔壁会出现一定程度的弹性收缩或塑性收缩,这种现象是加工过程中不可避免的。虽然铰刀设计目的是为了提高孔的尺寸精度和表面质量,但铰刀在加工过程中会产生径向切削力,从而导致材料产生应力,当切削力卸除后,材料会根据其物理属性发生回弹,即所谓的弹性收缩。
二、成因分析
孔壁收缩主要受到材料的弹性模量和铰刀加工时的塑性变形影响。在铰削时,铰刀与孔壁间的压应力导致孔壁产生弹性变形和塑性变形。当铰刀离开孔壁后,由于材料的弹性回复能力,弹性变形部分会恢复,这会造成孔壁的尺寸略微收小。若材料在铰刀加工过程中产生的塑性变形较大,甚至可能出现微小的孔壁收缩。

三、影响孔壁收缩的因素
1. 材料特性:不同的材料有不同的弹性模量和屈服强度,这些差异会影响材料在加工后的收缩程度。
2. 铰刀的几何角度:铰刀的前角、后角和螺旋角等都会影响切削过程中的内应力分布。
3. 切削参数:切削速度、进给速度、切削深度等都会影响材料在铰削过程中的塑性变形和热应力。
以下是您可能还关心的问题与解答:
Q:如何尽可能地减少孔壁的弹性收缩或塑性收缩?
A:通过优化铰刀的几何参数、选择合适的切削参数以及合理的切削液应用,可以降低铰削过程中产生的内应力,从而减少收缩情况的发生。
Q:孔壁收缩对加工质量的影响大吗?
A:孔壁收缩会影响孔的尺寸精度,并可能影响其配合性。但若能适当控制加工条件,加工后的孔可以在许可的公差范围内,对加工质量的影响可以降到最低。
Q:加工温度对孔壁收缩有哪些影响?
A:加工时产生的高温会增加材料的塑性变形量,导致较大的尺寸收缩。因此,用适量的切削液冷却能够有效减少因温度升高导致的孔壁收缩。
孔壁收缩是铰刀加工中常见的现象,通过深入了解其成因以及如何控制,可以在设计和制造过程中更精准地预测和补偿这一效应,确保加工后的产品达到预期的尺寸和性能要求。






