



















































































































































螺纹连接是机械装置中应用最广泛的拆卸连接方式之一。但是长期使用后不可避免地会因磨损而发生损坏。那么如何修复损坏的螺纹呢?本文将详细讲解螺纹回牙的方法。
一、螺纹回牙基本原理解析
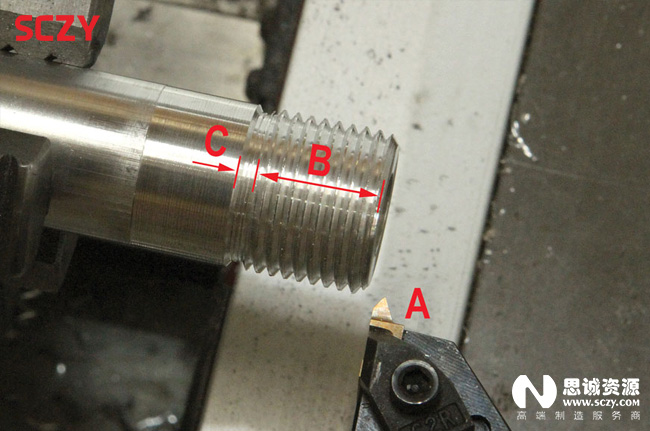
螺纹回牙的主要方法是使用专用刀具进行单点切削,以修复螺纹表面损伤的错位。通过定向切削刮除顶峰高度差,使高低不平的螺纹水平面恢复原状。
不同于全新加工,螺纹回牙只是在原有基础上进行局部修正,不改变螺纹的有效性。因此只需控制切削量,通过1~2次回牙后就可恢复使用。

二、螺纹回牙操作的关键步骤
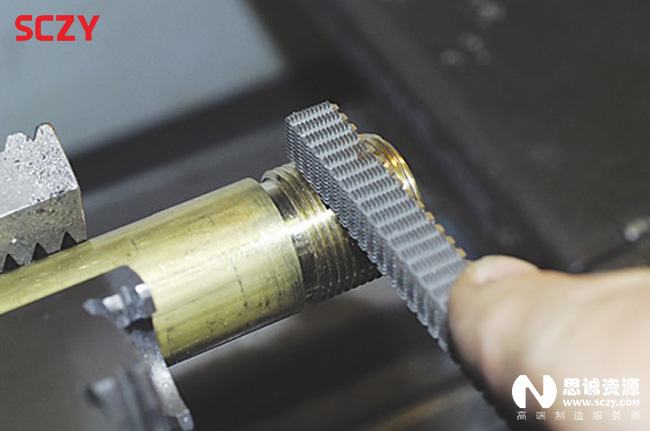
螺纹回牙的操作要点在于选择合适的螺纹刀具与切削参数。这里我们建议使用带有导向齿的60°烧结刀或专用螺纹回牙刀,刀具材质可选用HSS或硬质合金。
回牙时主轴转速要控制在25-35m/min,一次切深不宜超过0.2mm,并且每隔2-3个螺纹顶切削一次,然后换向切削。工件一定要进行关卡锁定。
这样通过多次重复切削即可修复螺纹高低差,但切记不可过度切削,防止减小螺纹配合过度而转动过紧。
三、不同损坏情况的螺纹回牙对策
对于局部磨平的表面损伤螺纹,可以直接通过上述常规方法回牙修复。但对严重变形的螺纹,常规方法难以奏效。这时就需要事先进行定位孔加工,也即“补齿”。
在损坏最严重的螺纹顶缺口处,先钻开定位孔并攻化螺纹,然后再复以回牙刀具切削修复,这样成功率更高。当然操作难度也增大。
四、螺纹回牙的注意事项
在螺纹回牙过程中,严禁使用冷却液,否则极易导致金属残留,降低表面质量。一定要进行干切削。
另外严密观察工件热变形情况。如果过热会使回牙难以控制。这时应及时停刀调零然后继续。切记不能一次性切除过多。
最后,难以用常规方法修复的重度损坏螺纹,不建议强行回牙。这会浪费大量时间。直接更换新的螺纹配件才是更经济的选择。
本文系统地解析了螺纹回牙的方法,供有需要的使用者参考借鉴。希望能起到事半功倍的效果。






