



















































































































































内径百分表是一种常用的机械测量工具,主要用于快速检测圆孔或圆轴的实际尺寸与公差状况。那么内径百分表的使用方法和大小表的作用分别是什么?本文将做详尽阐述。
一、内径百分表使用方法详解
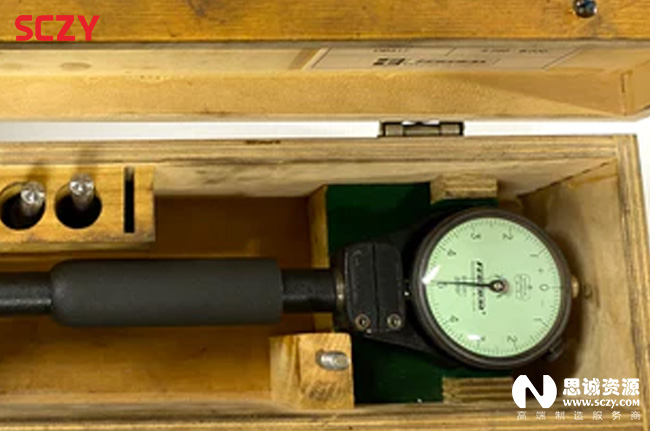
内径百分表主要由测头、梯形螺旋机构和刻度导向组成。使用时先将测头销子插入待测孔内,然后转动螺旋导向使测头张开,测头张开量正好反映孔径大小。

最后对应刻度盘上刻线进行读数。内径百分表典型测量范围为10-170mm,精度为加工公差的十分之一,显示结果的百分比为实际尺寸与公差上限尺寸的比值。
二、内径百分表的两个表面作用解析
内径百分表上一般有两个读数表面,其中位于上方的称为主表面,这是检测精度等级的主要依据;而下方表面则是大小表,它反映出实际尺寸与标称尺寸(中值)的偏差。
例如,主表面读数显示为0时,说明实际尺寸正好等于该孔基本尺寸的上公差值;而大小表读数为+0.5时,则表示实际孔径比标称值偏大了50%的公差宽度。
三、内径百分表的使用注意事项
内径百分表使用时测头张开力要控制,过大会损伤或变形细小零件,太小则精度难保证。可选用弹簧式或气动式测头以获得测力自适应效果。
另外测量过细小孔径时要慎用,超小孔测头支撑面积小、刚度差,精度无法保证,这时应改用三点内径微米表。
内径百分表还要定期校准。由于长时间使用和携带,测头刚度及导向机构易产生损耗。这时通过标准孔径环校验正是必要的。

四、与三坐标测量相结合更为精准
当前许多数控机床会在主轴端配置内径百分表测头,实现与三坐标测头串联运动,这就可以实现更高精度的球轴或圆孔尺寸、几何形位公差的快速检测,大大提高了检测效率。
这种集成测量方式只需一次定位及夹持即可实现多向检测,无需反复装夹,这样也避免了定位误差对检测精度的影响。
通过上述内容可以看出,内径百分表的使用技巧与注意事项有很多,希望本文的阐述能让使用者运用得心应手。






