



















































































































































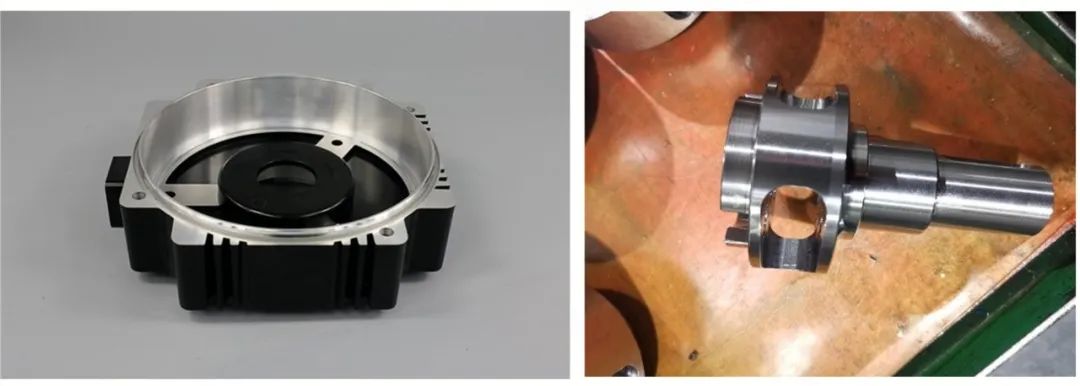
在一些的加工产品中,有子口、外圆加工,如下面电机壳体、支撑架等这类零件。如需要在加工中心上进行铣削加工,粗加工还好解决,精加工如果用立铣刀铣外圆,对于要求高的产品,其尺寸及形位公差难以满足要求。
● 工件加工难点
1.精度要求高,产品的表面光洁度、圆度不易保证。
2.外轴精加工,因产品结构原因,常规刀具对应比较困难。
3.小批量、多品种,需要刀具具备较大的可加工范围。
● 我们采取的加工方法
采用模块式标准镗刀,可以根据产品需求,自由组合和调整镗刀。系列镗孔范围:ø0.5~ø686mm 。使用镗头上的游标副尺,最小可以实现1μm 调节,可以更好的控制尺寸。


零件名称:支撑架
零件材料:42CrMo 硬度:HB260-290
机床:立式加工中心(HSK-A63主轴接口)
冷却方式:外冷
加工类型:外圆镗削
加工尺寸:ø56 h6(0,-0.019)
切削参数:Vc=180m/min f=0.08mm/r
实际加工尺寸:ø55.992 mm 粗糙度:Ra=1.0 满足客户要求
● 刀具优点及效果
标准刀具,不仅交期短,而且精度高,可以更好的满足产品尺寸要求。另外,产品种类丰富,加工范围大,可根据不同产品尺寸自由调节,无论是初期打样,还是批量生产都可以灵活应对。






