



















































































































































在航空航天机械加工中,通常会遇到小径孔内壁加工,最原始的做法是利用模具打孔,这样做不仅效率很低而且完全没有精度保障,还容易漏加工造成重大损失。随着竞争越来越激烈,自然对加工孔的精度质量要求也越高,于是大家都开始采用角度头来加工,但无论采用立式加工心,卧式加工中心还是车铣复合加工中心,由于孔径小同时加工部位需要转角90度,刀具伸进去既够不着也看不到,零件底壁尺寸非常小,极容易发生干涉等,因而小孔内侧加工一直都是个难题,接下来给大家分享BIG角度头在航空航天领域的应用案例:
● 加工产品
某航空件机翼侧壁加工
● 工件加工难点
1.保证4mm的孔公差0.05mm以内。
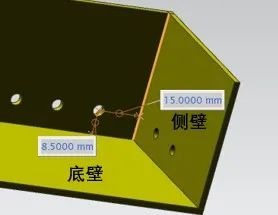
2. 解决底壁和侧壁干涉问题。
● 解决方法
1.角度头刃具中心到顶面的尺寸可避免底壁尺寸8.5mm干涉。
2.紧凑的角度头宽度避免了侧壁15mm干涉。

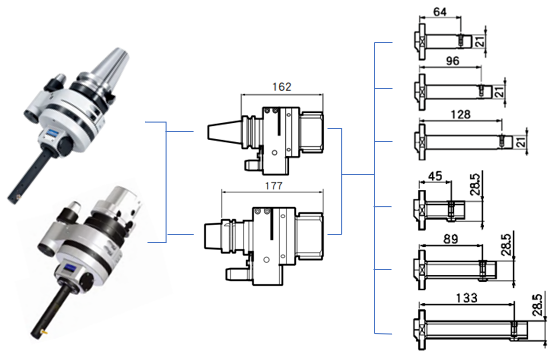
微型角度头在选取的时候一定要考虑刀具的干涉范围,在满足加工条件的情况下尽量提高悬伸部分的直径,同时减小悬长以提高角度头的刚性。如下咱们可以参考微型角度头针对不同的场景选择使用:
航空航天领域的高要求和高标准考验着制造工具系统的精度与可靠性,相信这一系列的角度头能够满足绝大部分客户的要求并顺利完成加工。除此之外我们也可以根据客户的需求,提供合适的工艺方案去解决生产制造中遇到的问题。






