



















































































































































加工产品
汽车某转向部件壳体,需要在内孔直径30的腔体侧壁进行切槽加工。
工件加工难点
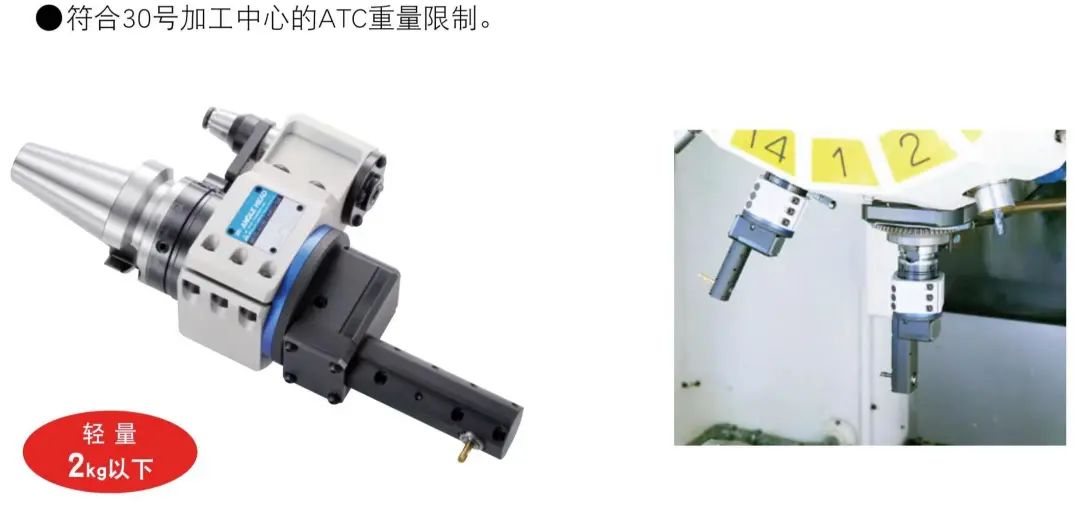
1、机床ATC换刀重量控制在2kg以内;
2、被加工铝合金产品为型腔内径D30,需要在其内侧壁进行槽加工;
3、槽宽3mm,同时有正负0.03公差要求。
我们采取的加工方法
1、为了加工工件腔体侧壁,我们使用了角度头产品避开干涉,考虑到30号加工中心ATC重量限制,我们采用了专门为BT30小型设备设计的超轻重量(2kg以内)的角度头。
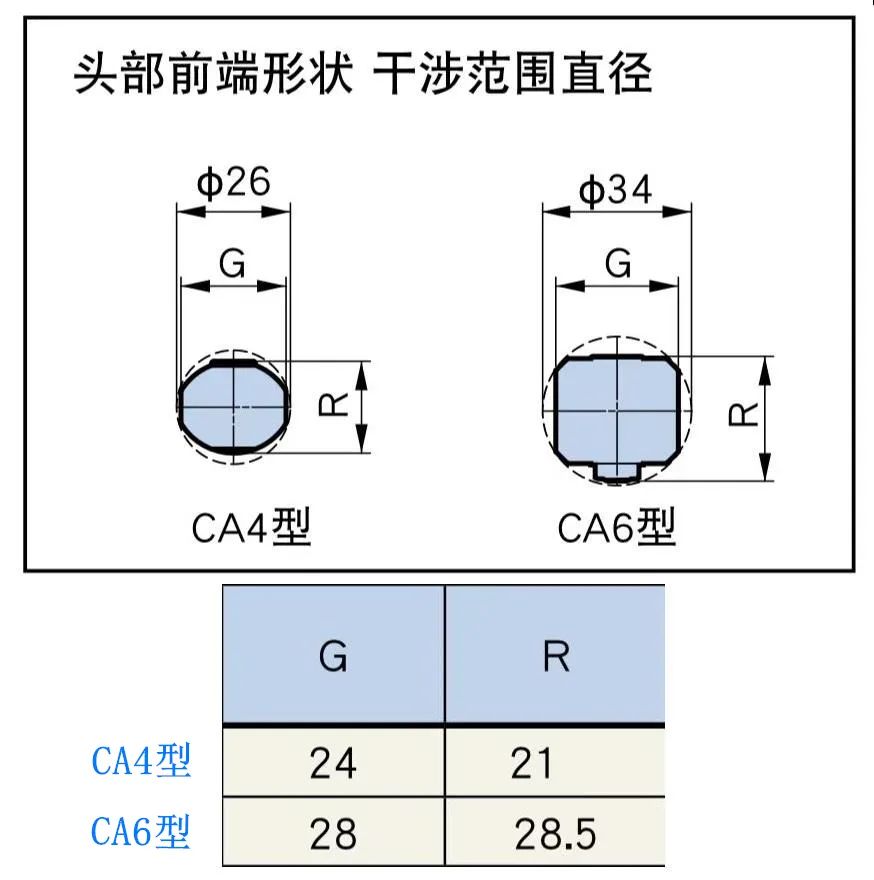
2、为了进入D30直径型腔,我们选择了下图左侧抗干涉能力更好的CA4SG型角度头,由于其头部G、R尺寸分别为24、21,可以确保安装刃具后干涉直径小于D30,确保安装铣刀后进行侧壁加工槽加工;
3、刃具方面使用了悬伸尺寸更短的非标金刚石2刃铣刀刀具。

加工实例及结论
零件名称:汽车某转向部件壳体。
零件材料:AlSi10Mg(Fe),
机床:兄弟立加(BT30角度头)
冷却方式:机床外冷
加工类型:铣削
刀具:非标金刚石铣刀
切削参数:S=2000r/min,f=0.05mm/r
刀具优点及效果
重量轻、干涉尺寸小、刃具安装方向旋转90°后仍然能获得较好的夹持精度,可以安装在30号机床上顺利换刀,并且避开干涉,整个加工过程能够完全满足客户的加工需求。
BIG轻量型角度头介绍视频
零件名称:汽车某转向部件壳体。
零件材料:AlSi10Mg(Fe),
机床:兄弟立加(BT30角度头)
冷却方式:机床外冷
加工类型:铣削
刀具:非标金刚石铣刀
切削参数:S=2000r/min,f=0.05mm/r
刀具优点及效果
重量轻、干涉尺寸小、刃具安装方向旋转90°后仍然能获得较好的夹持精度,可以安装在30号机床上顺利换刀,并且避开干涉,整个加工过程能够完全满足客户的加工需求。
BIG轻量型角度头介绍视频






