




















































































































































1.概要
对刀仪输出开关量信号,由数控机床系统接收信号,再由宏程序控制执行刀具长度设定、刀具磨耗检测、刀具破损折断检测。在没有震动、误动作情况下,按照额定电压电流及规定速度内,可以对机器热变形做补正。
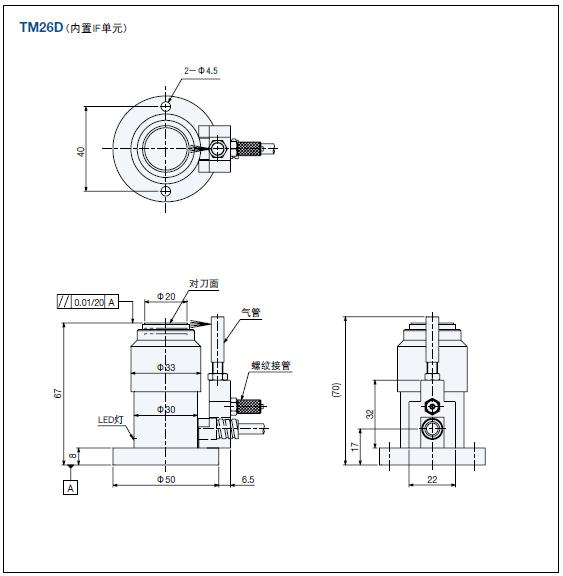
2.构造、尺寸及主要规格
对刀仪输出开关量信号,由数控机床系统接收信号,再由宏程序控制执行刀具长度设定、刀具磨耗检测、刀具破损折断检测。在没有震动、误动作情况下,按照额定电压电流及规定速度内,可以对机器热变形做补正。
2.构造、尺寸及主要规格
3.注意事项
对刀仪速度请控制在:50~200mm/min;
使用环境温度范围为:0°C ~ 80°C;
电压请控制在DC24V,电流控制在20mA。
4.安装注意事项
(1)机械关系
1)请尽量安装在工作台上铁销比较少的位置;
2)请正确安装对刀仪后再使用;
立式安装改装成卧式安装需注意动作部分铁销堆积,以免发生故障;
3)安装支架时请注意支架刚性,以免发生热变形。
(2)电气关系
1)请必须在额定电源范围内使用;
2)机械本体有接地保护或屏蔽的请将对刀仪安装在附近;
3)电源线抗拉力在30N(3Kgf)以下,电源线弯曲半径为R7,保护管弯曲半径为R25。
(3)气源关系
请使用正确气管接头,防止气管爆裂。
5.使用上注意事项
(1)对刀仪对刀方式
1)刀具与对刀仪接触面必须垂直,并且测量时需垂直向下与接触面接触;
2)接触时不可以超过对刀仪行程,否则会造成对刀仪或刀具损坏;
对刀仪速度请控制在:50~200mm/min;
使用环境温度范围为:0°C ~ 80°C;
电压请控制在DC24V,电流控制在20mA。
4.安装注意事项
(1)机械关系
1)请尽量安装在工作台上铁销比较少的位置;
2)请正确安装对刀仪后再使用;
立式安装改装成卧式安装需注意动作部分铁销堆积,以免发生故障;
3)安装支架时请注意支架刚性,以免发生热变形。
(2)电气关系
1)请必须在额定电源范围内使用;
2)机械本体有接地保护或屏蔽的请将对刀仪安装在附近;
3)电源线抗拉力在30N(3Kgf)以下,电源线弯曲半径为R7,保护管弯曲半径为R25。
(3)气源关系
请使用正确气管接头,防止气管爆裂。
5.使用上注意事项
(1)对刀仪对刀方式
1)刀具与对刀仪接触面必须垂直,并且测量时需垂直向下与接触面接触;
2)接触时不可以超过对刀仪行程,否则会造成对刀仪或刀具损坏;
3)对刀时精度与机械电气速度的影响有关,所以请依照指定内速度设定,为了确保对刀时重复精度,推荐对刀速度50~200mm/min;
4)刀具直径较小(φ0.5~0.9mm)时,请低速接触。但使用速度不要低于10mm/min以下;
5)操作速度或对对刀面的接触点不同时,即使是同一刀具也会产生精度误差;
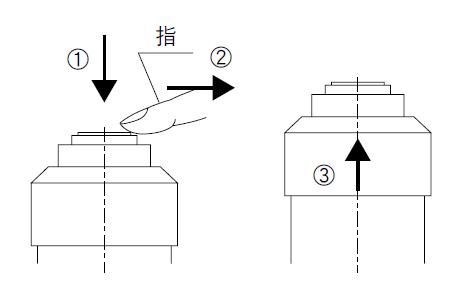
6)当时用手按压对刀仪时,请不要立即放手,以免损坏对刀仪内部机械接点结构。操作速度请控制在对刀面可追随刀具的范围内;
(2)接触面清扫
接触面吹气吹不到或除不掉的铁屑和切削油等,请经常清扫保持对刀面清洁。
6.维修事项
(1)吹气管更换
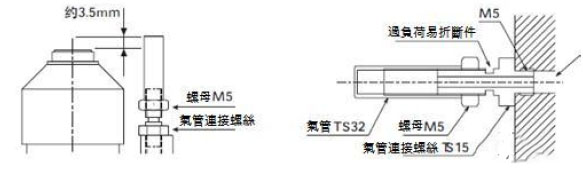
吹气管连接螺丝材质比其它部位脆弱,是为了防止刀具或大块铁屑在过负荷情况下碰到吹气管先折断连接螺丝,起到保护对刀仪的其它部位。
如果折断请按照下面步骤更换:
1)将折断连接螺丝(TS15)拧出,拧上新连接螺丝(TS15),短螺纹部分拧到对刀仪气管支架上;
2)气管(TS23)和连接螺丝(TS15)连接后由螺母(M5)调节固定;
3)气管顶部距离接触面约3.5mm,然后将螺母(M5)拧紧定位。
接触面吹气吹不到或除不掉的铁屑和切削油等,请经常清扫保持对刀面清洁。
6.维修事项
(1)吹气管更换
吹气管连接螺丝材质比其它部位脆弱,是为了防止刀具或大块铁屑在过负荷情况下碰到吹气管先折断连接螺丝,起到保护对刀仪的其它部位。
如果折断请按照下面步骤更换:
1)将折断连接螺丝(TS15)拧出,拧上新连接螺丝(TS15),短螺纹部分拧到对刀仪气管支架上;
2)气管(TS23)和连接螺丝(TS15)连接后由螺母(M5)调节固定;
3)气管顶部距离接触面约3.5mm,然后将螺母(M5)拧紧定位。
7.电路图
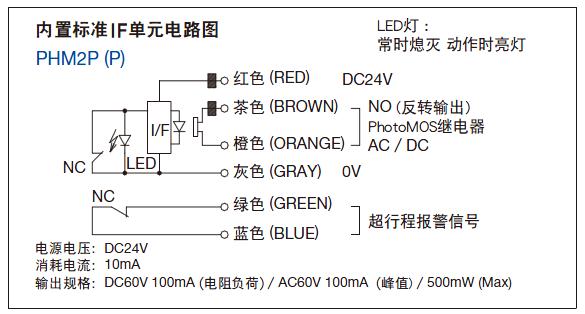
1)24V电压不可以超过±5%;
2)为了确保接点精度,电流最大不可以超过20A;
8.操作方式
将要测量刀具交换到机床主轴上,执行指令G65P****H**,调取测量程序。
2)为了确保接点精度,电流最大不可以超过20A;
8.操作方式
将要测量刀具交换到机床主轴上,执行指令G65P****H**,调取测量程序。






