



















































































































































前段时间,受客户之约去客户现场调试镗刀,一番操作之后,客户的眼神由狐疑慢慢变成了惊叹,惊叹于BIG镗刀的超高调节精度和稳定性,调节多少尺寸,加工出来就是多少尺寸,而且没发现反向间隙,完全可以信赖镗头本身的调节刻度。一直以来困扰他们的孔径精度问题解决了。

选择合适的刀具对加工效果和效率至关重要,即便如此,在日常加工的时候也经常会遇到诸如光洁度差、振刀、喇叭孔等问题,面对这些问题时,莫急,冷静考虑,除了镗头本身以外,今天我们也来对刀片和刀杆认识一番。
首先,让我们来认识一下切削刀片。
首先,让我们来认识一下切削刀片。
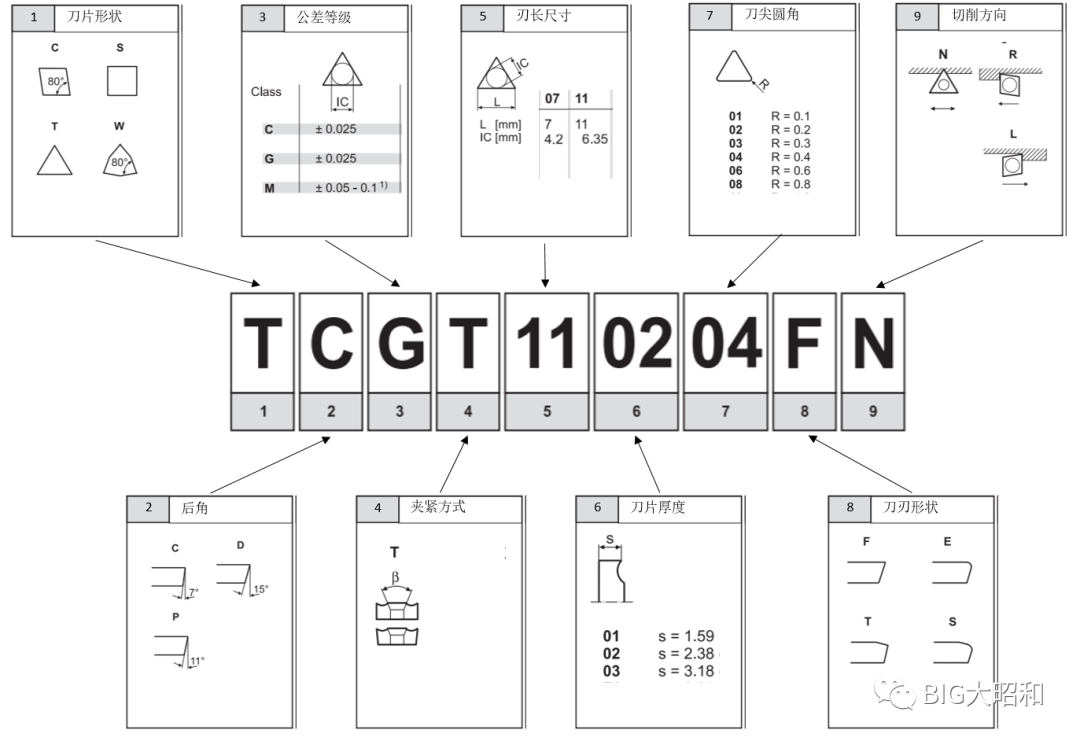
这是一张刀片型号各部分含义的表示图。众所周知,刀片安装在镗头的刀片座上,那么必须要选用跟刀片座尺寸完全匹配的刀片,才能保证最好的稳定性和刚性。很多客户对这方面往往容易忽视,导致了加工不良的频发。因此,使用原装刀片是非常必要的。
那么,在切削时,影响精镗效果的三大切削要素,分别是:切深、进给、线速度。为了达到最理想的精镗加工效果,需要在这三个要素中去寻找平衡,从而得到一组最优参数。过大的切深和过高的进给都会产生过度的切削力,这会造成不稳定的孔径尺寸和表面光洁度不理想;相反,如果切深过小或者进给太低会因为没完全切进去而提高了振刀的风险。
那么,在切削时,影响精镗效果的三大切削要素,分别是:切深、进给、线速度。为了达到最理想的精镗加工效果,需要在这三个要素中去寻找平衡,从而得到一组最优参数。过大的切深和过高的进给都会产生过度的切削力,这会造成不稳定的孔径尺寸和表面光洁度不理想;相反,如果切深过小或者进给太低会因为没完全切进去而提高了振刀的风险。
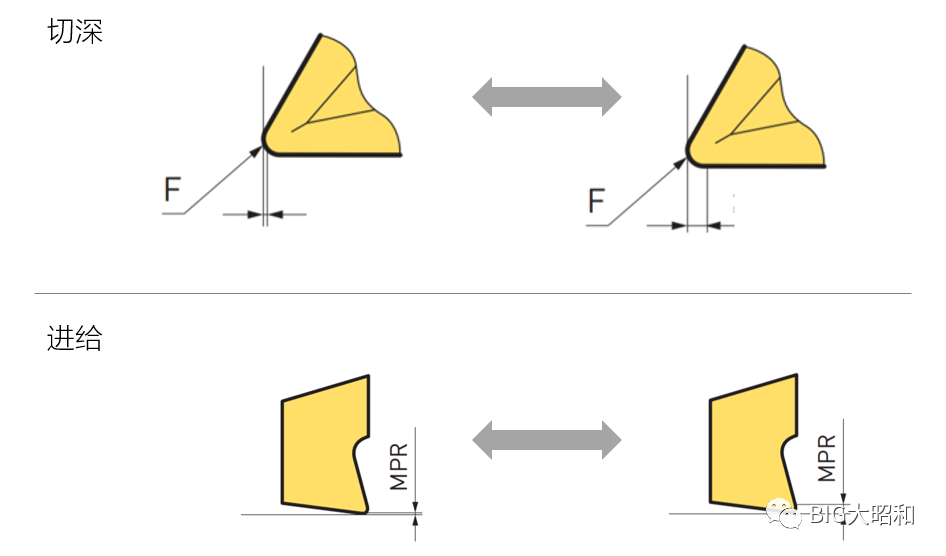
线速度也有相应的情况,线速度低的话虽然会减少振刀的发生,但会导致表面光洁度不佳,加工时间长,容易产生积削瘤等问题;线速度高的话虽然可以改善光洁度,缩短加工时间,但是也会导致容易振刀,刀片寿命低等问题。线速度跟刀杆有很大的关系,比如长径比大于5的钢制刀杆,要想保证理想的线速度,需要换成硬质合金杆或者专用的防振镗刀。
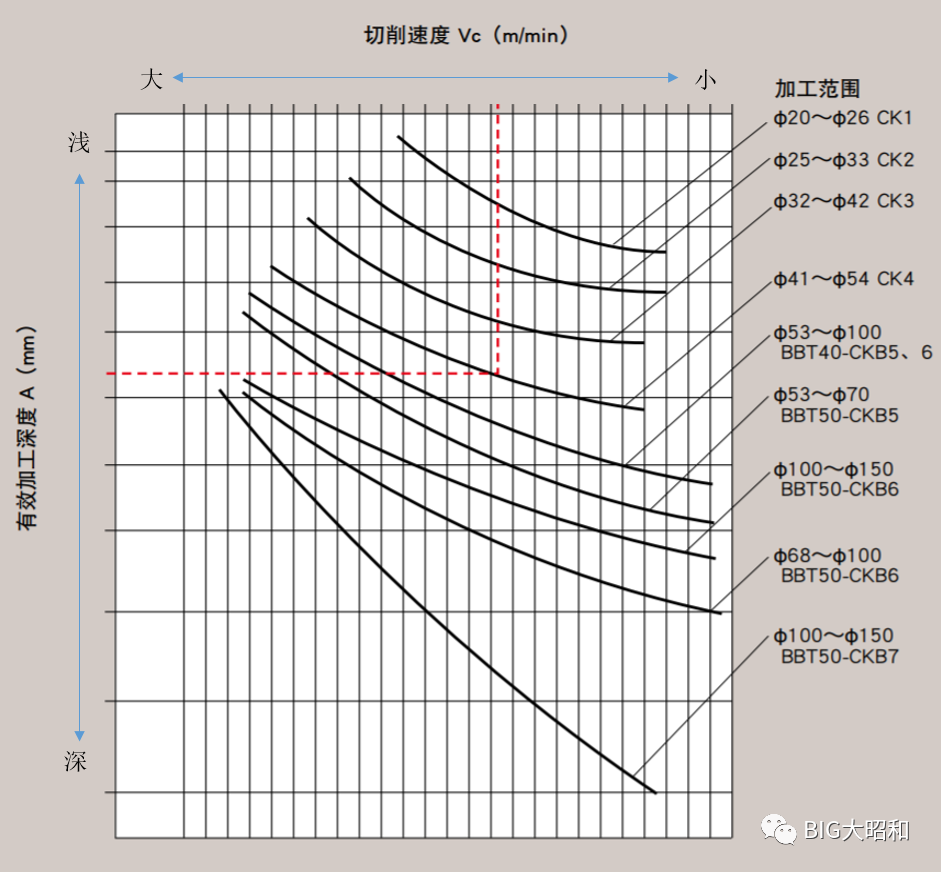
(以上图片仅为示意图,详细参数需要查阅相关配套的切削参数表,选择最合适的加工)最后,以下是精镗过程中可能会遇到的问题及解决方向:
01振刀
可能原因:转速过大;刀杆长径比过大;刀片选择不合理;切深不对
应对方案:降低转速;选用硬质合金刀杆或者防振刀杆/防振镗头;换小圆角刀片;重新检查切削余量
02光洁度差
可能原因:刀尖圆角过小;进给过大;排屑不良
应对方案:换大圆角刀片;降低进给;增大排屑空间/中心内冷/修改切削余量
03刀片寿命短
可能原因:刀片材质错误;转速过大;冷却不良;切削余量过大
应对方案:换耐磨材质刀片;降低转速;中心给水;减小切削余量
04 圆度不佳
可能原因:镗刀动平衡性差;切削力过大;工件夹持变形;工件结构不对称
应对方案:选用自动动平衡镗头/降低转速;检查工装夹具;减小切削余量/降低进给
05位置度不佳
可能原因:底孔位置偏心;切削余量多大
应对方案:增加半精加工;减小切深/减小刀尖角/换精磨刀片
01振刀
可能原因:转速过大;刀杆长径比过大;刀片选择不合理;切深不对
应对方案:降低转速;选用硬质合金刀杆或者防振刀杆/防振镗头;换小圆角刀片;重新检查切削余量
02光洁度差
可能原因:刀尖圆角过小;进给过大;排屑不良
应对方案:换大圆角刀片;降低进给;增大排屑空间/中心内冷/修改切削余量
03刀片寿命短
可能原因:刀片材质错误;转速过大;冷却不良;切削余量过大
应对方案:换耐磨材质刀片;降低转速;中心给水;减小切削余量
04 圆度不佳
可能原因:镗刀动平衡性差;切削力过大;工件夹持变形;工件结构不对称
应对方案:选用自动动平衡镗头/降低转速;检查工装夹具;减小切削余量/降低进给
05位置度不佳
可能原因:底孔位置偏心;切削余量多大
应对方案:增加半精加工;减小切深/减小刀尖角/换精磨刀片
06喇叭孔
可能原因:刀片磨损
应对方案:换耐磨刀片材质/增加刀尖角/通冷却液






