熔喷模头喷丝微孔的加工
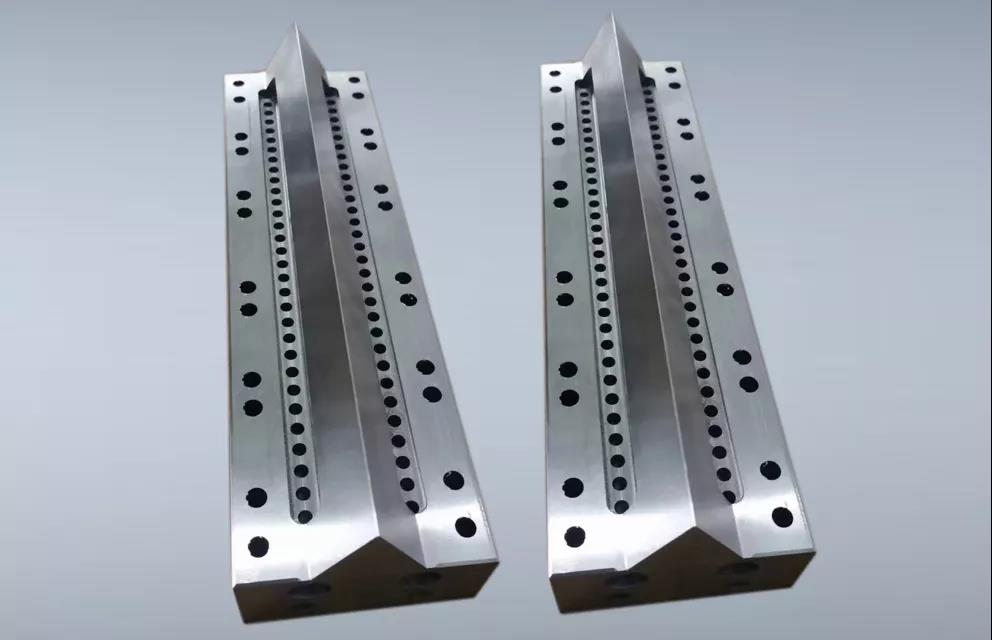
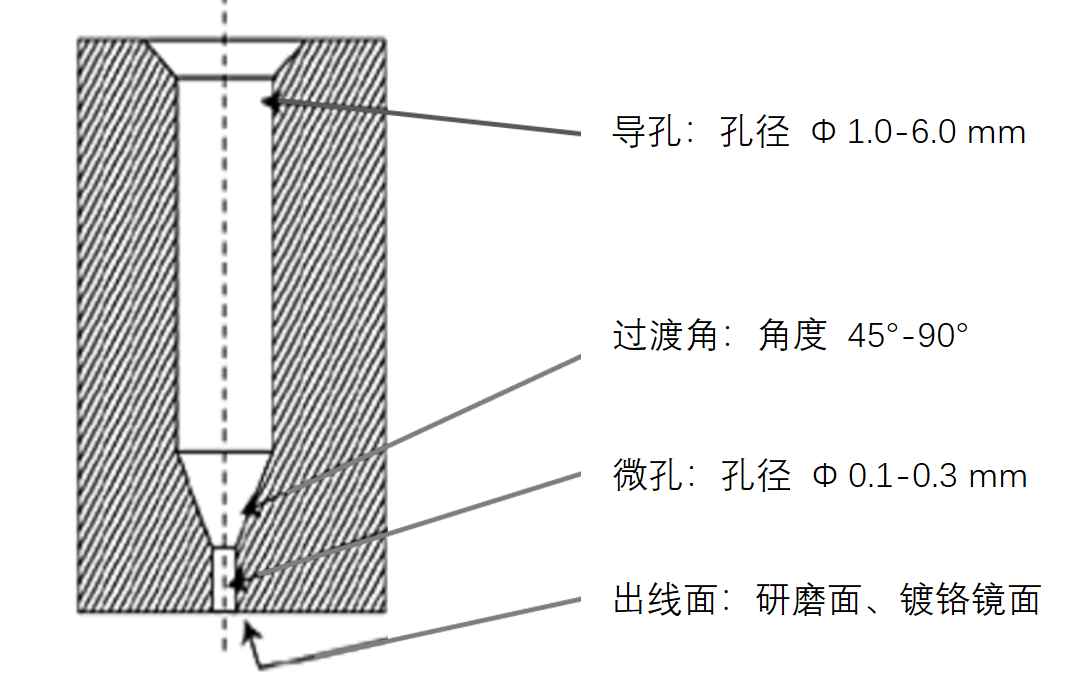
对于熔喷模头的制造来说,加工喷丝微孔便是关键难点。熔喷模头大部分采用的是矩形喷丝板,材料一般是SUS316L、SUS304、SUS630、SUS431等不锈钢,导孔及微孔的截面形状如下图所示。
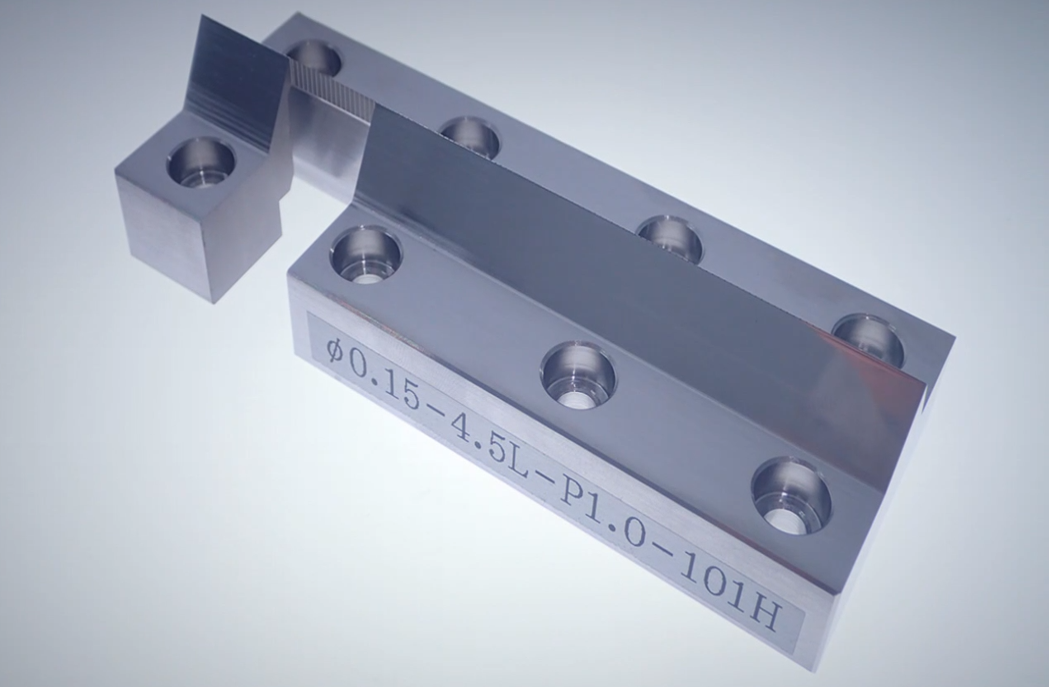
以往,为了保证喷丝微孔与导孔的同心度,一般都是从一面加工,从大孔到微孔。由于悬深很大,难度系数极高。由于快速生产的迫切需要,现在大部分工艺已改为从背面加工微孔,但这样就会产生同心度、毛刺等问题。
喷丝微孔一般采用加工中心钻孔加工的方法,但由于孔太小,刀具寿命不稳定。一旦发生预测的提前断刀,在钻头无法取出的情况下,甚至会引起整块喷丝板的报废。加工一个Φ0.2mm的喷丝微孔,加工时间在30秒左右,好的钻头能打300个孔以上。
喷丝微孔一般采用加工中心钻孔加工的方法,但由于孔太小,刀具寿命不稳定。一旦发生预测的提前断刀,在钻头无法取出的情况下,甚至会引起整块喷丝板的报废。加工一个Φ0.2mm的喷丝微孔,加工时间在30秒左右,好的钻头能打300个孔以上。
【熔喷模头喷丝微孔的加工视频】
02
BIG高速气动刀柄夹持解决方案
一、什么是启动刀柄?
气动刀柄,顾名思义,是以气体为动力的自驱动刀柄。原理是以压缩空气(气压0.3Mp~0.6Mp)作为动力源,驱动刀柄上的精密主轴(叶轮)高速旋转,以实现超精密的微细加工。因为是自驱动,所以无需机床主轴旋转,普通机床就可实现超高速加工,最高转速12万转,大大扩展了机床的加工能力。多用于雕刻、精密模具、电子和光学领域。
BIG高速气动刀柄夹持解决方案
一、什么是启动刀柄?
气动刀柄,顾名思义,是以气体为动力的自驱动刀柄。原理是以压缩空气(气压0.3Mp~0.6Mp)作为动力源,驱动刀柄上的精密主轴(叶轮)高速旋转,以实现超精密的微细加工。因为是自驱动,所以无需机床主轴旋转,普通机床就可实现超高速加工,最高转速12万转,大大扩展了机床的加工能力。多用于雕刻、精密模具、电子和光学领域。

气动刀柄它不同于传统的行星齿轮式增速刀柄和高速电动刀柄。
二、与齿轮增速刀柄相比:
1、自带动力,无需机床主轴旋转,对机床要求不高;
2、转速更高,最高可达120000min-1;
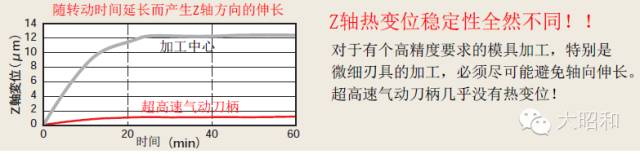
3、几乎无发热,Z轴几乎无变位;
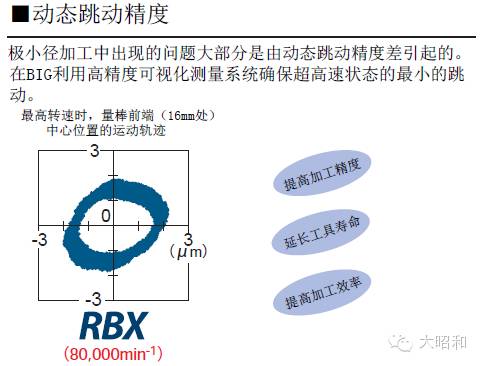
4、动态跳动精度更高。
二、与齿轮增速刀柄相比:
1、自带动力,无需机床主轴旋转,对机床要求不高;
2、转速更高,最高可达120000min-1;
3、几乎无发热,Z轴几乎无变位;
4、动态跳动精度更高。
三、与高速电动刀柄相比:
1、 轻量、便捷、易于操作;
2、可以ATC自动换刀,实现无人化加工;
3、 安全、环保;
4、 几乎无发热,Z轴几乎无变位
5、 转速、精度更高,更适于精密加工。
1、 轻量、便捷、易于操作;
2、可以ATC自动换刀,实现无人化加工;
3、 安全、环保;
4、 几乎无发热,Z轴几乎无变位
5、 转速、精度更高,更适于精密加工。
【加工视频】
叹为观止的速度,拍案叫绝的精度。
叹为观止的速度,拍案叫绝的精度。