



















































































































































测量工具不同于其他一般工具,出厂身份就是衡量他物的标准。使用者在选择量具时考虑生产商的溯源性是必然的。当然要追求精准的测量结果,正确的使用方法和对工具的日常保养也尤为重要。指示表是常见的比较测量工具,日常该如何正确点检和维护它呢?今天小编就为您分享一下指示表的日常点检步骤。我们先熟悉一下指示表的各部位的名称吧~

/指示表の各部位名称/
点检前需要准备的物品有:指示表检测器i-Check、测力检测仪、指示表台架、酒精、无纺布(干净的纸或布)
01、点检前的确认事项,外观的目视确认
- 指示表的外观需要进行目视外观确认:
- 各部位有无划伤、生锈...
- 测头、螺丝类有无松动...
- 各部位有无零部件缺少、损伤等...
- 测头有无磨损...
- 长/短针的静止位置是否稳定在设定的位置...
温馨提示
关于长/短针的静止位置,长针对准零点时也请确认短针是否也对准了零点。
关于长/短针的静止位置,长针对准零点时也请确认短针是否也对准了零点。
02、点检前的确认事项指示表的清洁
开始检查前需要对指示表进行清洁, 测杆的污垢请使用含有少量酒精的无纺布等柔软的布擦拭。需要注意:
- 擦拭测杆时将上端的表帽取下,对测杆的顶端也进行清洁。
- 如果表盖的污垢影响了刻度的读取,请使用沾有中性清洗剂的无纺布等柔软的布来擦拭。

温馨提示
为防止因尘埃附着引起动作不良,请不要在测杆上涂抹润滑油等。
为防止因尘埃附着引起动作不良,请不要在测杆上涂抹润滑油等。
03、点检前的准备事项,指示表的动作确认
清洁结束后,需要按照如下来进行动作确认: 全测量范围动作测杆,通过触感确认是否有阻滞。目视以及用触感来确认长・短针是否无阻滞现象。
请注意:触感、目视检查外请再确认有无异常的声音。
请注意:触感、目视检查外请再确认有无异常的声音。

温馨提示
确认动作时请变化上推测杆的速度(快或者慢)及姿势进行确认。
确认动作时请变化上推测杆的速度(快或者慢)及姿势进行确认。
04、精度检查前指示表的固定
精度检查之前,需要先将指示表固定在指示表检测器i-Checker上。如果固定不妥当,则会导致精度不稳定。有关i-Checker的介绍请点击阅读《指示表的精度,靠它来守护》。

温馨提示
为了减少视值误差,固定时请将指示表朝向自己的正前方。
为了减少视值误差,固定时请将指示表朝向自己的正前方。
05、精度确认指示表的零位调整
长针调零位时必须以测杆受力(正行程)的方向进行。超出零点时,需要将长针重新返回到原始位置再次进行调整。注意:如测量零位以外的测量点时,如超出测量点,也同样要将长针返回到上一个测量点后再重新进行测量。

温馨提示
为了减少视值误差,眼睛的高度请对准百分表刻度盘的中心部位。
为了减少视值误差,眼睛的高度请对准百分表刻度盘的中心部位。
06、指示表精度检查
以指示表2046S为例,其检查点为:
●从基点开始旋转2圈 ⇒每1/10旋转
●旋转5圈 ⇒每1/2旋转
●5圈以上 ⇒每1旋转
将测杆一直按压到测量范围的终点,从该状态将测杆朝相反的方向返回、测量和正向测量时的同一点位,从两个方向取得的误差线图求测量值。2046S的精度线图如下:
●从基点开始旋转2圈 ⇒每1/10旋转
●旋转5圈 ⇒每1/2旋转
●5圈以上 ⇒每1旋转
将测杆一直按压到测量范围的终点,从该状态将测杆朝相反的方向返回、测量和正向测量时的同一点位,从两个方向取得的误差线图求测量值。2046S的精度线图如下:
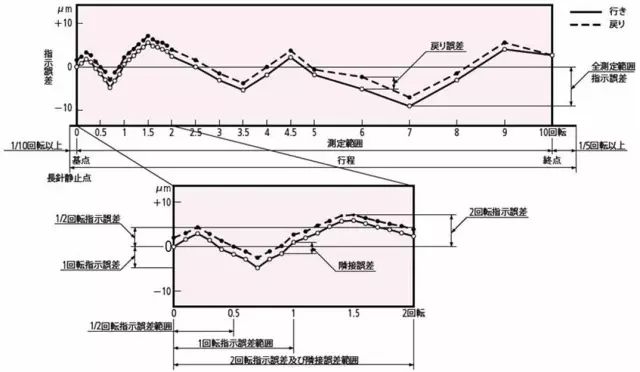
以指示表2046S为例,其指示误差规格值为:
●1/10旋转指示误差 ⇒ 8μm
●1/2旋转指示误差 ⇒±9μm
●1圈指示误差 ⇒±10μm
●2圈指示误差 ⇒±15μm
●全测量范围指示误差 ⇒±15μm
07、精度检查,重复精度检查
将测头垂直于测量台架上、在测量范围内的任意位置将测杆以急速及缓慢的速度动作5次,求取示值的最大差。安装在i-Checker上进行重复精度检查时,会破坏i-Checker测头的平面所以请不要使用i-Checker进行重复精度的确认。
●1/10旋转指示误差 ⇒ 8μm
●1/2旋转指示误差 ⇒±9μm
●1圈指示误差 ⇒±10μm
●2圈指示误差 ⇒±15μm
●全测量范围指示误差 ⇒±15μm
07、精度检查,重复精度检查
将测头垂直于测量台架上、在测量范围内的任意位置将测杆以急速及缓慢的速度动作5次,求取示值的最大差。安装在i-Checker上进行重复精度检查时,会破坏i-Checker测头的平面所以请不要使用i-Checker进行重复精度的确认。
温馨提示
使用镊子抬起测头,操作会更容易。
使用镊子抬起测头,操作会更容易。
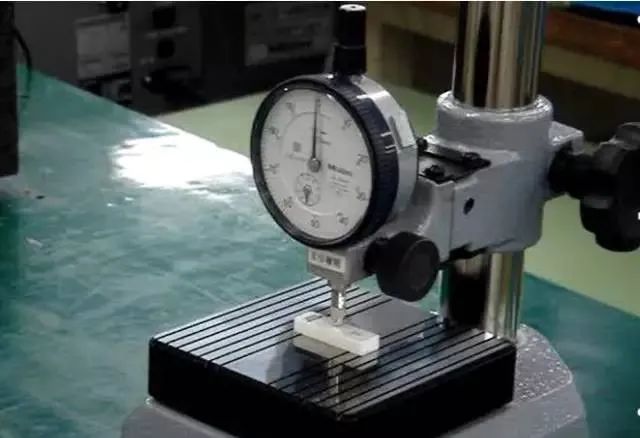
08、测量力的检测
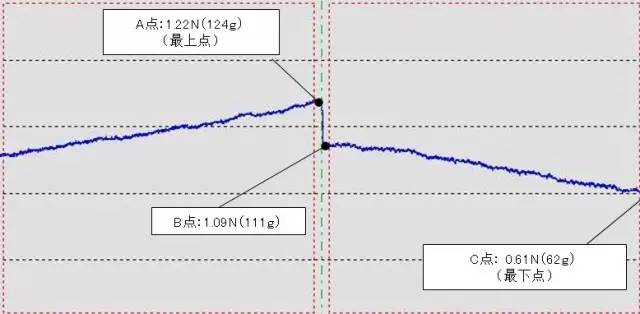
以测杆向下的姿势夹持百分表,上下方向连续、缓慢移动测杆,检测范围内基点、中间点及终点的测量力。以指示表2046S为例,其测力规格值如下:
●最大测量力 ⇒ 1.5N
●最小测量力 ⇒ 0.4N
●最大和最小的差 ⇒ 0.7N (测杆同一运动方向)
●测杆上升和下降时的测量力差 ⇒ 0.6N

●最大测量力:1.22N(124g)【A点】
●最小测量力:0.61N(62g)【C点】
●最大和最小的差 ⇒0.48N(111g-62g)【B点-C点】
●测杆上升和下降时的测量力差:0.13N(124g-111g)【A点-B点】
* 由于不同的检查方式间存在差异,以上内容仅供大家参考。






