



















































































































































在螺纹加工过程中多少会出现内螺纹扩大,你可知其中的原因和相关原理呢?
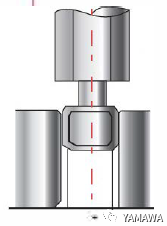
晃动 . 中心点不吻合 .
下孔径歪倾/下孔径曲斜 —————— 孔径的方向扩大
下孔径歪倾/下孔径曲斜 —————— 孔径的方向扩大
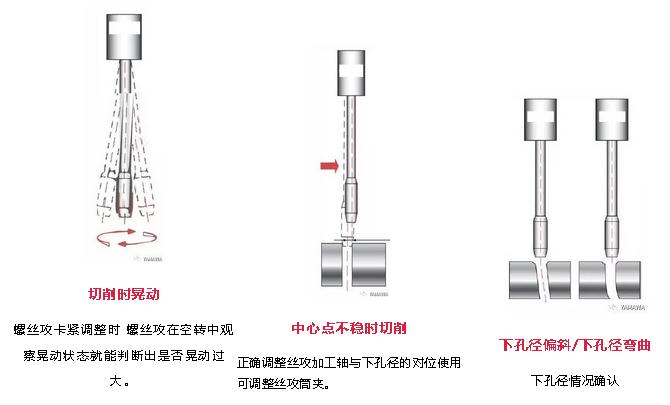
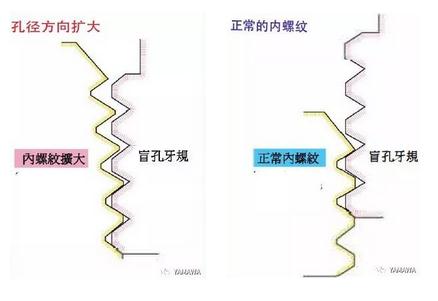
沿着孔径方向而做多余切削就会发生内螺纹扩大,沿着偏斜下孔径进行攻牙内螺纹上方有扩孔的情形。
螺丝攻牙部凹凸不平,发生滑牙及扩孔
被削材若使用不合适的丝攻切削,丝攻的切削力也会下降并且易造成加工问题。
可选用的丝攻种类(主要丝攻种类):直槽丝攻,螺旋丝攻,先端丝攻,无沟丝攻;选择合适的丝攻是必要的。
螺丝攻加工问题情形:
被削材若使用不合适的丝攻切削,丝攻的切削力也会下降并且易造成加工问题。
可选用的丝攻种类(主要丝攻种类):直槽丝攻,螺旋丝攻,先端丝攻,无沟丝攻;选择合适的丝攻是必要的。
螺丝攻加工问题情形:

选择适合的切削油,才能确立丝攻使用的寿命。
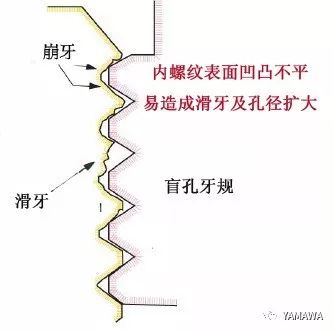
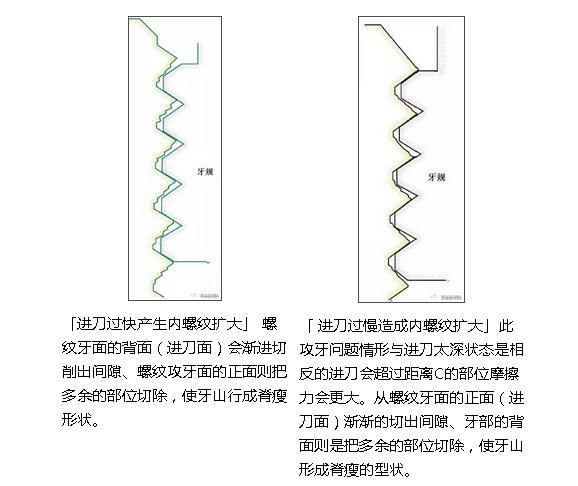
这些原因会造成内螺纹的表面凹凸不平,容易发生崩牙或滑牙等现象,也就变成内螺纹扩大的原因。为了避免牙山的崩损与牙规NG端锁入之情形,加工前应确认检查各项加工条件与加工数据是否得当。
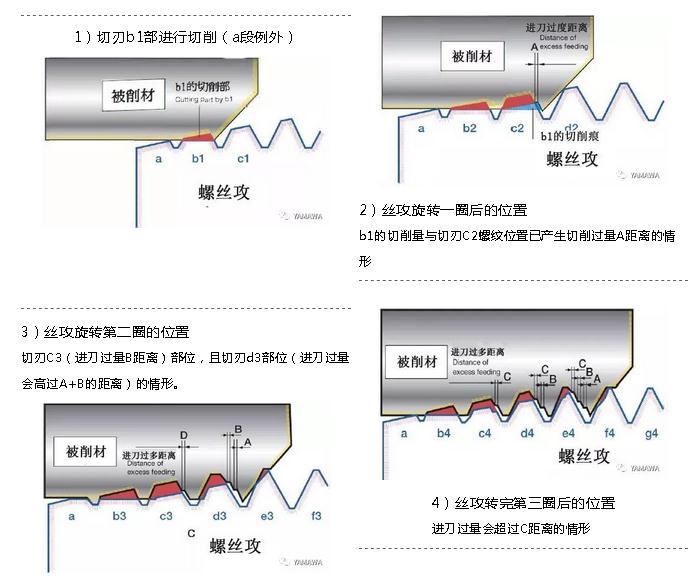
进给(旋转一圈)不良状态的切削—攻牙方向扩大
因[丝攻过度切削] 且[牙山扩大]的原理
因[丝攻过度切削] 且[牙山扩大]的原理
对应措施:适时调整进给平衡是必要的。
(完全同步进给原理的机械设备+固定夹具) 上述是无备有机械装置时(自动车床)的情况产生 *适时的调整主轴的重量平衡。*再调整所使用张力/紧缩的夹具。
(完全同步进给原理的机械设备+固定夹具) 上述是无备有机械装置时(自动车床)的情况产生 *适时的调整主轴的重量平衡。*再调整所使用张力/紧缩的夹具。
丝攻因加工时造成内螺纹扩大的原因(总结)
1.螺丝攻装成的状态
2.下孔径的状态
3.切削油的选择
4.进给平衡的调整
5.选择适合的丝攻
1.螺丝攻装成的状态
2.下孔径的状态
3.切削油的选择
4.进给平衡的调整
5.选择适合的丝攻






