



















































































































































螺旋丝攻(SP)是目前市场上,最通销的产品 本课题从基础简易的说明、介绍螺旋丝攻:
01什么是螺旋丝攻?
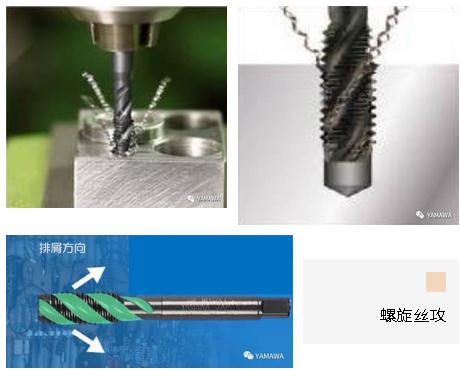
沟槽呈螺旋形(螺旋沟)的丝攻。
主要用于盲加工上,切屑从后端排出(与丝攻前进的方向相反) 。
⚫ 切削丝攻的构型种类、排屑方向和底孔形状
沟槽呈螺旋形(螺旋沟)的丝攻。
主要用于盲加工上,切屑从后端排出(与丝攻前进的方向相反) 。
⚫ 切削丝攻的构型种类、排屑方向和底孔形状
⚫汇整螺旋丝攻的特征如下:
1) 最适合加工盲孔 。
2) 丝攻容易切入材料,切削力佳。
3) 因为沟呈螺旋状,刀尖的强度小,不适合加工过硬的材料。(约至45HRC)
4) 常因切屑造成加工问题。
1) 最适合加工盲孔 。
2) 丝攻容易切入材料,切削力佳。
3) 因为沟呈螺旋状,刀尖的强度小,不适合加工过硬的材料。(约至45HRC)
4) 常因切屑造成加工问题。
02适合用螺旋丝攻加工的被削材和切屑形状
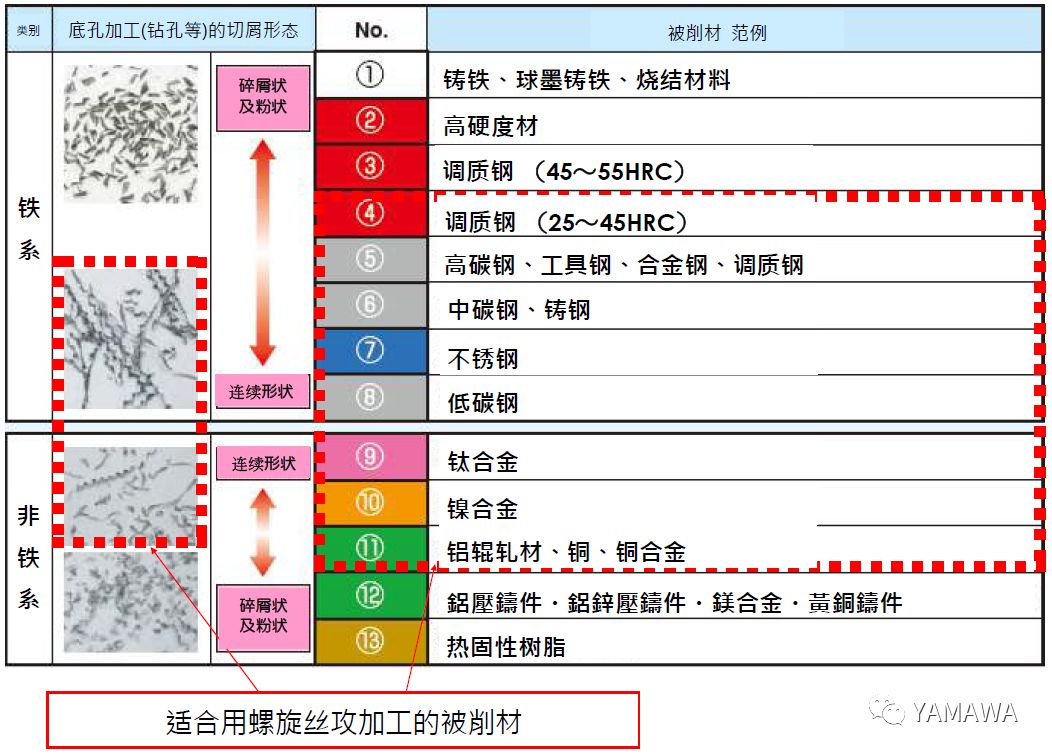
被削材的种类可大致分为钢铁合金与非铁合金2大类,其中切屑呈卷曲连续不中断的材料,特别适合用螺旋丝攻加工。
加工切屑呈细碎分段的材料时(例如铸铁、铝压铸件等),需特别注意切屑有无顺畅排出,避免发生加工问题 。
◎各类被削材的切屑形状
03加工问题与对策
① 崩牙
完全螺纹牙崩牙——螺旋丝攻特别容易发生的问题
原因:切屑缠绕在丝攻的螺纹牙上,缠绕的切屑被夹在丝攻的牙山和被削材间, 丝攻在进行切削时 。
受切屑干扰,造成崩牙的情况很常见。
① 崩牙
完全螺纹牙崩牙——螺旋丝攻特别容易发生的问题
原因:切屑缠绕在丝攻的螺纹牙上,缠绕的切屑被夹在丝攻的牙山和被削材间, 丝攻在进行切削时 。
受切屑干扰,造成崩牙的情况很常见。

◎ 对策:
・ 降低切削速度。
・ 使用高螺旋溝的丝攻。
・ 用横轴的NC、M/C使用螺旋丝攻加工时,切屑易缠绕到夹头,造成切屑阻塞、崩牙、折损的问题,建议使用切屑不会因旋转力而扩张的低螺旋丝攻或直沟丝攻,改善此问题。
・ 采用将完全螺纹牙山,切除半山的(BLF)构型,让切屑有足够的排出空间,
改善因排屑不良而造成的崩牙问题。
・ 降低切削速度。
・ 使用高螺旋溝的丝攻。
・ 用横轴的NC、M/C使用螺旋丝攻加工时,切屑易缠绕到夹头,造成切屑阻塞、崩牙、折损的问题,建议使用切屑不会因旋转力而扩张的低螺旋丝攻或直沟丝攻,改善此问题。
・ 采用将完全螺纹牙山,切除半山的(BLF)构型,让切屑有足够的排出空间,
改善因排屑不良而造成的崩牙问题。

②折损
原因:底孔倾斜,底孔过小
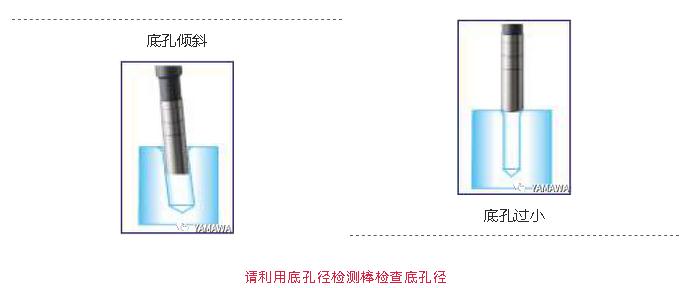
◎ 对策:
・ 底孔是否倾斜
・ 被削材有无晃动(确认虎钳)
・ 加工盲孔时,丝攻有无触底
・ 底孔是否倾斜
・ 被削材有无晃动(确认虎钳)
・ 加工盲孔时,丝攻有无触底








