



















































































































































摘要:数控龙门式加工中心的AAC 铣头库的旋转动作通过FANUC-β 伺服放大器控制,此装置因某些原因发生报警时,AAC头库的旋转动作停止、报警信号(AL 信号)被送到机床的PMC 单元,同时主操作板盘的LCD 画面上显示警告信息。
1 故障现象
数控龙门式加工中心主轴自动更换附件铣头时,当AAC(Automatic Ampltiude Control,自动幅度控制)铣头库在旋转时出现旋转动作停止,主操作板盘的LCD(Liquid Crystal Display,液晶显示器) 画面上显示2056 AAC MAGAZINE SERVOALARM 报警,AAC 头库电机控制伺服模块装置同时出现报警,操作人员通过主操作盘上“RESER ALARM”按钮取消报警,使用ATC(Automatic Tool Changer,工具自动转位装置)/AAC 手动操作面板上正反转按钮旋转铣头库时,再次出现报警,铣头库无法旋转,报警无法取消。
数控龙门式加工中心主轴自动更换附件铣头时,当AAC(Automatic Ampltiude Control,自动幅度控制)铣头库在旋转时出现旋转动作停止,主操作板盘的LCD(Liquid Crystal Display,液晶显示器) 画面上显示2056 AAC MAGAZINE SERVOALARM 报警,AAC 头库电机控制伺服模块装置同时出现报警,操作人员通过主操作盘上“RESER ALARM”按钮取消报警,使用ATC(Automatic Tool Changer,工具自动转位装置)/AAC 手动操作面板上正反转按钮旋转铣头库时,再次出现报警,铣头库无法旋转,报警无法取消。
2 故障分析
按下“EMERGENCY STOP”按钮,分离AAC 铣头库电机的传动链接机构,空转头库,发现机械部件没有卡死的现象。查看伺服电机,启动控制线路,β 伺服放大器控制单元,发现伺服放大器模块的控制单元出现故障。
按下“EMERGENCY STOP”按钮,分离AAC 铣头库电机的传动链接机构,空转头库,发现机械部件没有卡死的现象。查看伺服电机,启动控制线路,β 伺服放大器控制单元,发现伺服放大器模块的控制单元出现故障。
3 故障处理
该伺服电机使用绝对脉冲编码器,然而,伺服模块出现故障后,通过更换故障伺服模块,回装AAC 铣头库PMM(PulseMode Multiplex,脉波式多工传输)参数,故障消除。解除警报后,先执行手动原点复归操作。然后用手动模式卸下滑枕主轴附件铣头,即可换上指定的铣头。
该伺服电机使用绝对脉冲编码器,然而,伺服模块出现故障后,通过更换故障伺服模块,回装AAC 铣头库PMM(PulseMode Multiplex,脉波式多工传输)参数,故障消除。解除警报后,先执行手动原点复归操作。然后用手动模式卸下滑枕主轴附件铣头,即可换上指定的铣头。
3.1 通过下面的操作进行原点复归操作。
使AAC 装置的一个可动部件和一个固定部件上的参考标志匹配,该AAC 装置的头库使用了外部设定原点复归。
(1)将M31 号附件铣头支架转到附件铣头交换位置(图1)(AAC 位置)。
使AAC 装置的一个可动部件和一个固定部件上的参考标志匹配,该AAC 装置的头库使用了外部设定原点复归。
(1)将M31 号附件铣头支架转到附件铣头交换位置(图1)(AAC 位置)。
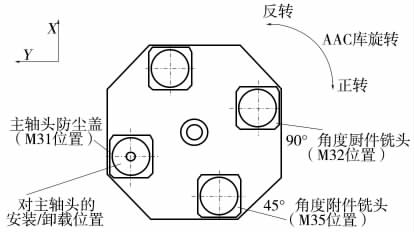
图1 AAC 铣头库
(2)按下“EMERGENCY STOP”按钮,机床进入紧急停止状态。
(3)按主操作面板上MDI 装置的“SYSTEM”键,接着按LCD装置上“PMM”软键。
(4)LCD 装置显示“POWER-MATE CNC MANAGER”,确定该LCD 画面上的最上面有一个光标在“No.2 GROUP7”。当光标在其他编号的位置时,按“FR0NT SLAVE”软键来移动光标到“No.2 GROUP7”。
(3)按主操作面板上MDI 装置的“SYSTEM”键,接着按LCD装置上“PMM”软键。
(4)LCD 装置显示“POWER-MATE CNC MANAGER”,确定该LCD 画面上的最上面有一个光标在“No.2 GROUP7”。当光标在其他编号的位置时,按“FR0NT SLAVE”软键来移动光标到“No.2 GROUP7”。
(5)按“PARAMETER”软键来进入“PARAMETER”屏幕。如果“PARAMETER”软键没有显示,按“CHAPTA”键几次直到显示“PARAMETER”软键。
(6) 移动光标到上面提到的画面的参数No.11 的第0 位(ABSX)设第0 位为0。
(7)在NC(Numerical Control,数字控制)电源关闭后,NC 电源再次打开。
(8)确定关闭了主操作面板上“AAC automatic operation”按钮内藏指示灯。
(9)按下ATC/AAC 手动操作面板上的“AAC”按钮。
(10)PMC(Programmable Machine Controller,机床程序控制器)参数的数据表里的M06 被设定为“2”(AAC 装置JOG(点动)模式)。
(11)铣头库必须用ATC/AAC 手动操作面板上的“MagazineCW”按钮或“Magazine CCW”按钮和主操作面切换开关来旋转。一个可动部件和一个固定部件上的参考标志必须匹配。
(12)要通过(10)使相应位置到参考标志,就可进行下面的操作。
(13)PMC 参数的数据表的M06 设定为“4”(AAC 装置原点设定模式)。
(14) 同时按下ATC/AAC 手动操作面板上的“MagazineCW”按钮和“Magazine CCW”按钮。
(15)PMC 侧通过操作(13)自动进行外部原点设置,在PMC参数的数据表的D406 成为“0”之后,在LCD 屏幕上显示信息“2097 AAC REFERENCE FIN(POWER OFF)。请关闭电源,并再次打开。
(16)原点复归确立。
(6) 移动光标到上面提到的画面的参数No.11 的第0 位(ABSX)设第0 位为0。
(7)在NC(Numerical Control,数字控制)电源关闭后,NC 电源再次打开。
(8)确定关闭了主操作面板上“AAC automatic operation”按钮内藏指示灯。
(9)按下ATC/AAC 手动操作面板上的“AAC”按钮。
(10)PMC(Programmable Machine Controller,机床程序控制器)参数的数据表里的M06 被设定为“2”(AAC 装置JOG(点动)模式)。
(11)铣头库必须用ATC/AAC 手动操作面板上的“MagazineCW”按钮或“Magazine CCW”按钮和主操作面切换开关来旋转。一个可动部件和一个固定部件上的参考标志必须匹配。
(12)要通过(10)使相应位置到参考标志,就可进行下面的操作。
(13)PMC 参数的数据表的M06 设定为“4”(AAC 装置原点设定模式)。
(14) 同时按下ATC/AAC 手动操作面板上的“MagazineCW”按钮和“Magazine CCW”按钮。
(15)PMC 侧通过操作(13)自动进行外部原点设置,在PMC参数的数据表的D406 成为“0”之后,在LCD 屏幕上显示信息“2097 AAC REFERENCE FIN(POWER OFF)。请关闭电源,并再次打开。
(16)原点复归确立。






