



















































































































































三一汽车起重机公司 NH5000 卧式加工中心 (编号 1361)停用了近 2 个月,需要重新启用,开机后出现刀库和自动交换工作台 APC 原点丢失故障。故障发生后,维修工怀疑伺服驱动器硬件故障,于是将该加工中心的伺服驱动器与另一台编号为 1360的良好加工中心驱动器进行调换,调换后,另一台加工中心出现同样的故障。三一汽车起重机公司通过咨询设备厂家,按厂家提供的资料及方法对加工中心进行了相应处理,经过反复维修处理,故障仍然没有得到解决。
2 、故障维修过程
详细了解故障发生的过程,仔细询问维修工之前故障发生的过程以及做了哪些维修工作。在此基础上,对加工中心进行检查和故障处理。
2.1 故障信号观察
(1)数控系统 PMC 报警信息显示(图 1):EX0296(224)伺服报警(刀库),EX1664(224)伺服报警(APC)。
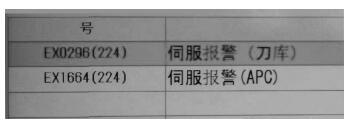
图 1 数控系统 PMC 报警信息
(2) 打 开电 控 柜 门 ,观察刀库和伺服驱动器指示灯状态(图 2),伺服驱动器指示
灯状态 1 (图2a) 对应的 报警号为 224(参考点未建立),伺服驱动器指示灯状态 2(图 2b)对应的报警号为 319(在使用绝对脉冲编码器时,首次通电后尚未转动电机一圈以上),通过图 1 和图 2a 所显示报警信号,说明2 个问题:①伺服驱动器原点丢失,②回原点之前伺服电机需转动 1 圈以上。
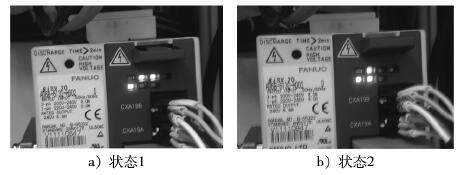
图 2 伺服驱动器指示灯状态
2.2 原点恢复过程
刀库原点恢复,工作方式调为现场维修方式,PMC 参数D123.2 改为 1。
(1)确认刀套的位置是在刀库侧,如果不在刀库侧,用手动移至刀库侧;检查刀套位置,发现刀套在主轴侧,此时刀库换刀位置存在刀套,将刀套取出,将主轴侧的刀套移至刀库侧(刀套移动时,刀套必须锁紧)。
(2)手动转动刀库使 1 号刀套位于换刀位置。
(3)将 PMM 参数 11.0 改为 1,关机重启,刀库原点恢复完成。
自动交换工作台 APC 原点恢复,工作方式设为现场维修方式,PMC 参数 D121.3 改为 1。
(1)手动操作使 APC 转动,操作无反应(不能动的原因,B轴不在原点,手动 B 轴回原点不起作用,将 K25.3 修改为 1,采用指令 G28G91B0 回原点,强行用外力转动 APC 臂一定角度,然后又转回原位。
(2)将 PMM 参数 11.0 改为 1,关机重启,APC 原点恢复完成。
(3)检查 APC 臂的位置,APC 臂 A 端不在机床侧,将 APC臂 A 端转至机床侧,重设原点。关机重启,原点设置完成。
(4)加工中心试机运转正常。
3 、结语
(1)造成此次原点丢失故障是由于机床停用时间较长,电池电压过低导致原点数据丢失。而在加工中心停用期间,操作人员没有定期开机进行检查,未能及时发现电池电压低的状况。
(2)故障发生后,维修人员在对故障原因没有分析清楚的情况下,将另一台加工中心的伺服驱动器进行调换,以此来判断是否是硬件故障,导致 2 台加工中心出现同样的故障,给生产造成了不必要的损失。
(3)在加工中心等高精尖设备的故障维修中,维修人员必须对机床的结构和原理有详尽的了解,才能准确分析和判断机床的故障。不要在故障原因分析不清的情况下,轻易调换元器件,这一点对准确、高效地排除加工中心故障尤为重要。






