



















































































































































摘 要:利用随机换刀方式,将复杂零件加工所需要的多把刀具装入加工中心的自动刀库。然后再用相对法进行多刀具的长度补偿。由此,加工中心就可以在运行程度时,自动调取所需的刀具。
加工中心数控机床因其高精度、高自动化程度而越来越多地应用于制造业中,但是因为其自动化程度比较高,因此在自动换刀以及多刀具加工长度补偿方面存在诸多难点[1]。笔者拟就九江职业大学所装备日本FANUC(发那科)公司0i-MD系统的三轴立式加工中心为例,来讲述如何进行自动换刀以及刀具长度补偿的工作。
1 FANUC加工中心自动换刀
1.1 自动换刀的准备工作
第一步:要检查空气压缩机,要求气压在0.75MPa左右,不得低于0.5MPa,否则会报警;同时也不得高于0.8MPa,可能会引起空压机故障。
第二步:在HANDLE(手轮)方式下,同时按下FEEDHOLD(进给保持)+RESET(复位)键(注:此步骤的作用就是让刀库,即ATC初始化,也就是让其刀具号与刀套号一一对应。如果此步骤没有任何动作,那就按一下“ATC CCW(自动刀库反转)”,即,手动让刀库逆时针转动一个刀具位置,然后再来第2步就肯定会动作)。
第三步:在JOG(手动)/HANDLE方式下,手动将1号刀正确装入主轴(注:手动装刀时,务必要让楔块和卡槽对好,否则将引起极为严重的故障;另外,FANUC铣床只能在JOG方式而不能在HANDLE方式下手动换刀)。
第四步:在MDI方式下→PROG(程序)→MDI(软键)→T1M6→EOB(程序行结束符)→INSERT(插入)→CYCLESTART(循环启动)。(注:T1就是选刀,即,将1号刀套旋转至ATC最下端;M6就是换刀,即,用机械手将主轴内的刀具和1号刀套内
的刀具进行交换)。
的刀具进行交换)。
第五步:同第3步,即将2号刀手动装入主轴。
第六步:MDI→PROG→MDI(软键)→T2M6→EOB→INSERT→CYCLESTART。
第七步:同第2步。
第七步:同第2步。
1.2 FANUC加工中心自动刀库
本机为圆盘式刀库,共计24个刀套,如右图1所示。包括主轴在内的话,即一次一共可以安装25把刀具。其中ATC(AUTO TOOL CHANGEER,译为自动刀库)的最下端为换刀位置;当在MDI方式输入T1时,即执行选刀动作,ATC会自动将所选刀具顺时针移动到刀库最下端,即6点钟方向。另外,本机所配置的系统ATC为随机换刀方式。

图1 加工中心自动换刀系统
1.3 自动换刀方式
结合现有企业现状和技术发展的统计,目前的加工中心所配置自动刀库的情况而言,一般可以分为以下3种类型:
第一种:固定换刀方式A(无机械手,无刀具准备功能):无论换刀次数多少,刀套号和刀具号始终一一对应。这种方式结构比较简单,但是换刀时间较长,适用于刀具容量较少的小型加工中心,目前正被逐步淘汰,应用较少。
第二种:固定换刀方式B(有机械手,可实现刀具准备):刀具号仍与刀套号一致,但是无刀具表,系统可记忆当前刀具和下把所选的刀具,需定期调整并清洗阀体,适用于换刀不很频繁,刀具数在40把~60把的ATC[2]。这种刀库结构相对复杂,但是价格较为低廉,因此还存在某些应用场合。
第三种:随机换刀方式(有机械手,可实现刀具准备):刀具号和刀套号并不一一对应,系统有相应的刀具表随时记忆刀具的交换,随时更新。这种结构比较复杂,操作却比较简便,而且无论刀具和刀套号如何变化,刀具号始终是初始化时候刀具号,因此对于实际生产而言,较大地方便了复杂零件的多刀具复杂刀路加工。本校配置就是这种比较先进的换刀系统,因此本文的论述是围绕这种随机换刀方式进行的。
1.4 刀具表
①查看方法:SYSTEM→继续翻页键→PMCMNT→
数据→操作→缩放;
②具体交换步骤如右图2所示:
第一步:T1M6→1023456789…24(刀具号排序)
第二步:T2M6→2013456789…24(刀具号排序)
第一步:T1M6→1023456789…24(刀具号排序)
第二步:T2M6→2013456789…24(刀具号排序)
第三步:T1M6→0213456789…24(刀具号排序)
第四步:T9M6→9213456780…24(刀具号排序)
由上分析可得:0号刀套就是主轴,换刀其实都是和主轴交换。
由上分析可得:0号刀套就是主轴,换刀其实都是和主轴交换。
③如果出现“EX1016AIR ALARM CANNOTCYCLE START”,那就是表示气压不足,要开动空压机加压后方能继续换刀。其中“EX”表示外部报警,即相对于FANUC公司而言,大连机床厂是外部。整
个报警的意思就是:“气压过低导致不能循环启动”。
个报警的意思就是:“气压过低导致不能循环启动”。
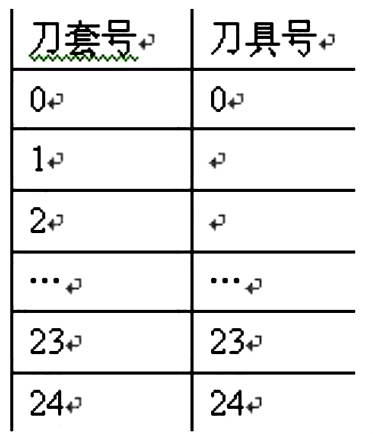
图2 FANUC刀具表
2 加工中心长度补偿问题研究
因为加工中心与铣床的主要差别就在于前者有自动刀库,可以一次性将复杂零件加工所需要的多把刀具事先放入刀库,然后运行程序时,系统会自动调取所需要的刀具[3]。进行对刀操作时,对于基准刀而言,需要进行X、Y、Z三轴的对刀;而对于除基准刀之外的其他刀具,仅仅需要进行长度补偿即可。这样一来,就极大地方便了对刀操作。如果能进行第二把刀的长度,第三、四…,方法都是一样的。因此,以下论述仅以两把刀作为示例来讲述如何进行加工中心的长度补偿。
2.1 如下图3、4所示,以两把刀具为例
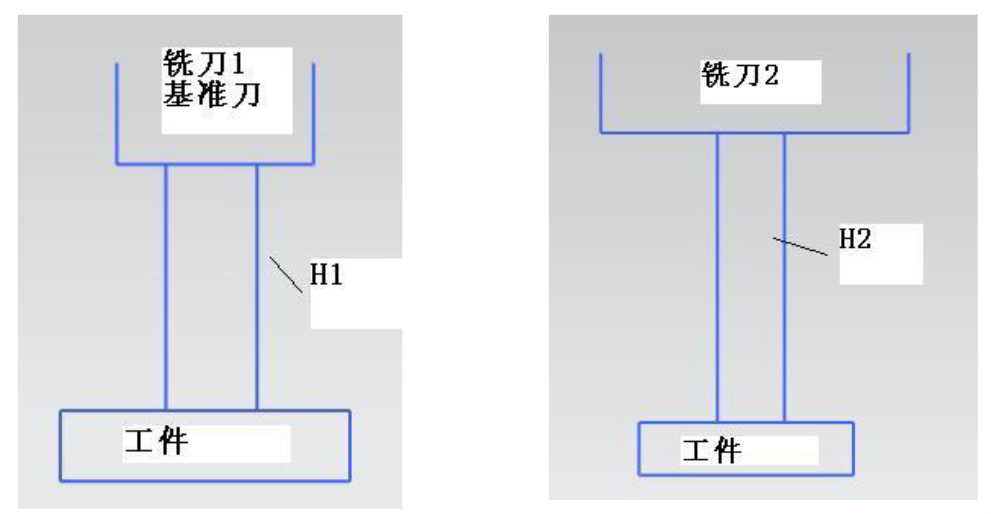
图3 基准刀T1 图4 铣刀T2
表1 FANUC加工中心的长度和半径补偿
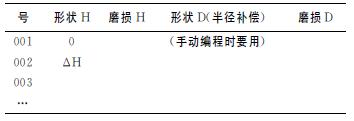
首先,本机采用的方法是:相对法长度补偿;两把刀之间的长度差ΔH=H2-H1,如果ΔH 为正就表示第二把刀比第一把刀长,如果为负则表示第二把刀比第一把刀短;取消长度补偿用G49(注:程序中G49前的Z轴坐标必须大于两个长度补偿,否则可能在取消长度补偿的过程中刀具会撞到工件);建立长度补偿:G43是正补偿(+ΔH),G44是负补偿(-ΔH);建立长度补偿:按OFS/SET→刀偏(软键)即可看到如下表1所示。
2.2 具体补偿步骤
第一步:用基准刀进行X、Y、Z轴对刀;
第二步:抬起刀,把Z轴设定仪(如图5所示)放在平口钳上,然后用T1压Z轴设定仪,让其指针停留于某处(一般是停留在零位);
第三步:然后POS按键→相对坐标系→Z→归零→OFS/SET 按键→刀偏→光标移动001(形状H)→输入0;
第四步:MDI方式→PROG 按键→MDI(软键)→ 输入T2M6→EOB→INSERT→CYCLESTART(循环启动);
第五步:用T2重复第2步;
第六步:OFS/SET按键→刀偏→光标移动002(形状H)→Z→C输入→Z轴回参考点;
第七步:验证第二把刀的长度补偿是否正确。
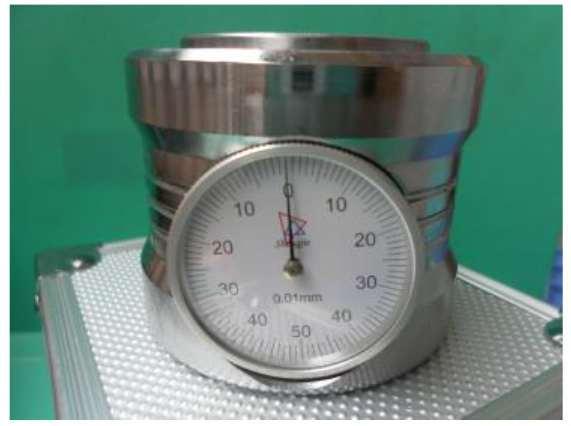
图5 Z轴设定仪
不论是在教学中还是在生产中,进行了长度补偿设定后,如果不进行验证的话,可能会因为补偿错误而导致无法加工。因此,在进行完长度补偿之后,就必须进行该刀具的补偿验证[4]。以下按两种情
况,用6个程序短句进行验证。
况,用6个程序短句进行验证。
A情况:即,第二把刀比第一把刀长,也就是ΔH为正数,那么就可以在MDI方式下进行验证:①运行“G54G90G01X0Y0Z100.F1500”,该语句表示不进行长度补偿,最后的实际情况是:T2的刀尖处距离工件上表面距离为“100-ΔH”mm(比100mm少一个刀补);② 运行“G54G90G01G43H 2X0Y0 Z100.F1500”,该语句表示进行长度正补偿,最后的实际情况是:T2的刀尖处距离工件上表面距离为100mm;③运行“G54G90G01G44H2X0Y0Z100.F1500”,该语句表示进行长度负补偿,最后的实际情况是:T2的刀尖处距离工件上表面距离为“100-2*ΔH”mm(比100mm少两个刀补)。
B情况:即,第二把刀比第一把刀短,也就是为负数,那么就可以在MDI方式下进行验证:①运行“G54G90G01X0Y0Z100.F1500”,该语句表示不进行长度补偿,最后的实际情况是:T2的刀尖处距离工件上表面距离为“100-ΔH”mm(比100mm多一个刀补);②运行“G54G90G01G43H2X0Y0Z100.F1500”,该语句表示进行长度正补偿,最后的实际情况是:T2的刀尖处距离工件上表面距离为100mm;③运行“G54G90G01G44H2X0Y0Z100.F1500”量均为100%,正常设计工况下单泵运行的出力情况基本一致,亦均可满足设计海水温度下的凝汽器内不凝结气体的抽出。根据凝汽器气平衡原理,2台或3台真空泵运行并不会带来不凝结气体抽气量的明显提升。因此,真空泵性能的定性的评价可通过切泵后对凝汽器真空情况的变化来予以判断。
假设机组负荷和外部冷源环境不变,当一台真空泵运行时,凝汽器对应的背压为P1;执行切泵操作至另外真空泵单泵运行后,凝汽器的背压为P2;如果P1与P2基本一致,可认为两泵的出力情况基本一致;如果偏差较大,可定性判断背压高对应的真空泵存在性能偏低的情况。由此,通过简单的切泵操作,即可初步判断真空泵的性能是否存在异常,而故障的精确定位还需要开展进一步的检查行动。
4 运行维护建议
4.1 启停泵周期建议
北方核电站在设计工况下,单台真空泵性能满足不凝结气体的抽出要求。但随着冬季的来临,海水温度不断下降,直接表现为凝汽器背压下降。根据亨利定律可知,凝结水的含氧量与氧气分压及温度有关。冬季海水温度降低,凝汽器换热效果增强,凝汽器背压降低,凝结水温度降低,过冷度亦不断增加,凝汽器内氧气分压增大,从而导致凝结水溶氧量增加,加之真空泵抽气性能随海水温度的降低而下降,从而导致该电站在冬季曾多次出现凝结水含氧量高问题。在无法改变寒冷地区冬季海水温度降低带来的一系列影响的情况下,通过抽真空系统运行模式切换实现二回路水质的改善是最简单、最有效的方法。具体模式切换为冬夏季运行区分:夏季:单泵运行,切泵周期为2周;冬季:双泵运行,切泵周围为4周;冬夏季模式切换点为该机组设计海水温度为13℃。核电站采用的凝汽器抽真空系统冬夏季运行模
式区分的策略,在确保系统、机组运行稳定性、可靠性不变的情况下,实现二回路水质的有效改善,减少机组厂用电损耗的同时,大大提升了电厂精细化管理的水平,亦给其他北方电站真空系统的运行模式提供参考。
式区分的策略,在确保系统、机组运行稳定性、可靠性不变的情况下,实现二回路水质的有效改善,减少机组厂用电损耗的同时,大大提升了电厂精细化管理的水平,亦给其他北方电站真空系统的运行模式提供参考。
4.2 检修检查项目建议
4.2.1 板式换热器定期检查与清洗。在该核电厂商业运行前几年,板式换热器存在堵塞的情况非常普遍。具体原因包括但不限于取水口加药系统故障、海水淤泥量大等因素。板式换热器的定期检查与清洗,对确保真空泵的性能十分有必要。
4.2.2 级间止回阀定期检查。级间止回阀作为真空泵的重要部件,实现一二级真空泵运行模式控制的重要作用。级间止回阀为旋启式止回阀,阀瓣上安装的胶垫实现结合面的密封功能。当级间止回阀的密封垫存在老化脱落、变形或者阀门的旋轴存在卡涩等现象导致结合面密封不严时,真空泵内介质通过级间止回阀处直接流向汽水分离箱。二级泵未起到压缩作用,导致真空泵出力不足,影响抽气功。因此,将级间止回阀的检查列入预防性维修大纲,进行定期检查维护对确保真空泵的性能至关重要。
4.3 参数监测建议
真空泵电流、冷却剂泵电流、工作液温度、工作液温升、冷却水流量、噪声、振动等参数作为真空泵运行的基本参数,表征真空泵运行的真实状态。通过对真空泵基本参数的定期监测,对比历史变化趋势,可以掌握真空泵的运行现状,并对可能出现的故障进行预判,结合检修窗口提前制定检修计划,减小对正常运行机组的影响。
5 结束语
液环式真空泵作为核电厂维持凝汽器真空的重要设备,在冬季北方的寒冷环境下亦有其特有的性能。掌握并熟悉寒冷地区核电厂抽真空系统真空泵的特性及与其出力能力密切相关的状态参数,通过定期的监测,跟踪重要参数的变化趋势,对于及时发现并处理真空泵异常,恢复机组的安全稳定运行有着重要意义。






