



















































































































































数控车床在机械制造业中被广泛应用,企业对数控车人才的需求日益加大。这就促使高职高专院校加大了对数控车实训设备的投入,培养符合企业需要的高素质技能型人才。本文从数控车实训教学的实际情况出发,针对学生在操作数控车床的加工过程中出现的撞刀原因进行了分析探讨,总结了数控车操作过程中发生撞刀的原因,并提出了切实可行的解决措施,以减少撞刀事故的发生。
数控车床在加工圆锥面、球面、螺纹及复杂的回转面等方面,具有高速、高效、高精度和低劳动强度的特点⋯,在机械制造业中被广泛应用,企业对数控车床操作人才的需求日益加大『2]。高职高专院校纷纷购买了大量的数控车设备,提高数控车实训的教学质量,培养具有符合企业需要的高素质技能型人才。目前,在数控车实训教学中,由于学生编程、操作等原因,使刀具与工件及卡盘常发生碰撞,造成刀具的大量损坏,甚至危及操作者的人身安全。数控车实训过程中使用的刀具大多是机夹刀具,价格比较昂贵,刀具的损坏带来了比较大的经济损失。同时,撞刀事故也给初学者在实训过程中带来心理阴影,会让学生在后续的数控车操作上变得缩手缩脚,影响数控实训的教学质量。本文就数控实训中数控车床操作过程中经常发生撞刀的原因进行总结,并提出相应的解决措施,以减少撞刀事故的发生率。
1、编程不当,产生撞刀
1.1车削孔时的进、退刀
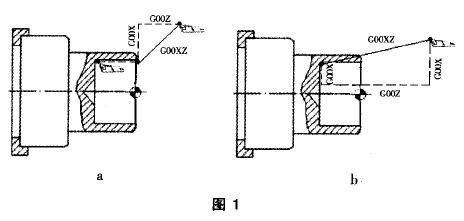
内孔车刀加工孔时,进刀方式应为单坐标方式[3],如图1(a)所示工件中,若直接X、Z轴联动快速移动刀具至目标点(G00 X Z),刀具势必会如实线所示那样与工件发生碰撞;为防止刀具与工件发生碰撞必须单坐标分步使刀具移动至目标点,在编程时应该使刀具先走z方向(留2mm安全余量),然后走x方向定刀,再走z方向切削加工孔,如虚线所示,这就有效避免了刀具与工件之间的碰撞。
内孔车刀加工孔时,退刀方式应为单坐标方式,如图1(b)所示工件中,若直接x、z轴联动快速移动刀具退至目标点(G00 X Z),刀具势必会如实线所示那样与工件发生碰撞;为防止刀具与工件发生碰撞必须单坐标分步使刀具移动至目标点,在编程时应该使刀具先走x方向(退出1~3mm),然后走z方向时刀具从孔里退出来,再走x方向使刀具移动至目标点,如虚线所示,避免了刀具与工件的碰撞。
1.2 车削槽时的进、退刀
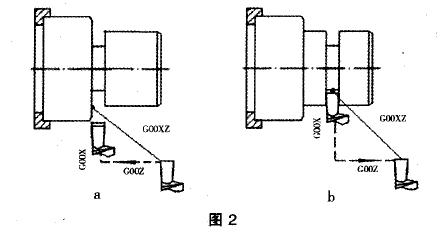
切槽刀加工槽时,进刀方式应为单坐标方式,如图2
(a)所示工件中,若直接x、z轴联动快速移动刀具至目标 点(G00 X z),刀具势必会如实线所示那样与工件端面发 生碰撞;为防止刀具与工件发生碰撞应单坐标分步使刀 具移动至目标点,在编程时应该使刀具先走z方向,然后 走x方向定刀(留2ram安全余量),再走x方向切削加工 槽,如虚线所示,这就有效避免了刀具与工件之间的碰 撞。 切槽刀加工槽时,退刀方式也应为单坐标方式,如图 2(b)所示工件中,加工完槽若直接x、z轴联动快速移动 刀具至目标点(G00 X Z),刀具势必会如实线所示那样与 工件端面发生碰撞;为防止刀具与工件发生碰撞应单坐 标分步使刀具移动至目标点,在编程时应该使刀具先走x 方向退出,然后再走Z方向退至目标点,如虚线所示,能 有效避免刀具与工件的碰撞。
1.3 起刀点与换刀点
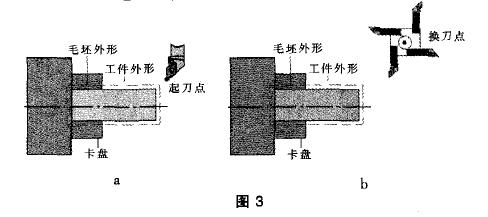
起刀点是刀具以切削进给速度开始车削加工的加工 起点(或循环起点)。起刀点设置在所加工毛坯外面,在 x、z两个方向离工件应有一定距离,如图3(a)所示。起刀点分别表示在X、Z两个方向离工件的距离一般取1— 3mm,起刀点离工件太远增大G01进给的空行程,降低加 工效率;起刀点离工件太近会增加撞刀隐患。 换刀点是指刀架转动换刀时的位置,设在工件及夹具 的外部,换刀点离工件的距离以换刀时不与工件及其他 部件发送碰撞为准,并力求换刀移动路线最短,换刀点的 设置距离工件太远,将延长G00的移动时间,降低加工效 率,如图3(b)所示。编程时换刀要特别注意留给镗孔刀 足够的空间,因镗孔刀刀柄伸出较长,如换刀空间不够, 就会造成换刀时刀具与卡盘或工具碰撞。另外,如因工具 较长有后顶尖支撑,在确定换刀点位置时,还必须确定刀 架向尾座方向移动时的极限位置,避免换刀时刀架与尾 座发生碰撞造成刀具损坏。
2、对刀不当,产生撞刀
2.1 手轮进给倍率
数控车床对刀方式常用的有试切法和对刀仪自动对 刀法,试切法对刀是学生在数控车床实训中普遍采用最 多的一种对刀方法。学生在对刀之前,通常要在换到点位 置换到所需对刀的车刀,车刀通过刀架旋转到位,这时车 刀到被车削加工工件的距离较远,学生就会用手轮0.1方 式将刀具快速靠近工件,然后用手轮0+01方式继续靠近 工件,用0.001方式切削工件。但是,学生在操作过程中往 往忘记手轮进给倍率快慢的改变,很多初学者在对刀时 用手轮0.1方式将刀具快速靠近工件,继续用手轮0.1方 式靠近工件和切削工件,车刀以较大的进给速度与工件 接触,造成车刀与工件发生碰撞。 初学者在上数控车床操作之前,首先在机房内利用数 控仿真软件进行大量的对刀练习,熟练对刀步骤和操作 要领。其次,在数控车床上进行对刀操作时,安排同小组 的成员在傍边进行辅助,对操作不正确的学生进行及时 指正,避免车刀与工件发生碰撞。
2.2 数据输入
学生在数控车床对刀操作时,经常发生数据输入位置 不对或数据输入不对。比如,学生在对刀试切外圆后,x 轴不动,刀具沿+Z原进给速度退出,退出后按下停止按 钮停车,用外径千分尺量得试切部分的外圆直径,进人刀具偏置寄存器的形状补偿,把测得的数据输入到相对应 的刀补号中,在数据输入过程中,学生往往把数据输入错 误。另外,学生把测得数据输入到刀具偏置寄存器的形状 补偿中错误的刀补号中,还有学生把测得数据没有正确输入在显示刀具几何形状补偿界面里。由于对刀数据不 正确,造成不能够获得正确的工件坐标系,在运行数控车 床切削加工工件时就会造成车刀与工件或机床发生碰 撞。 学生在对刀结束后,应该对每一把对过的车刀进行检 验。检验方法是:首先按下POS键,显示出刀具当前的位 置坐标,分别摇动手轮到X0和z0,观察刀具与工件之间 的误差是否超差。如果对刀的x数据不正确,当摇动手轮 移动到位置坐标x轴显示为零时,刀具的刀尖就不在工 件端面的中心处。
3、操作不当,产生撞刀
3.1 刀具补偿值设定错误
学生操作数控车床加工工件时,对刀误差或刀具磨损 会影响工件尺寸精度,所以要对刀具进行补偿,刀具补偿 应注意补偿方向及补偿量大小。要定期检查刀具补偿值 是否正确。在输人刀具补偿值时,如将“+”号输出“一”号, “X0.08”输成“X8”,就可能会出现执行程序后刀具直接冲 向工件或卡盘,造成工件报废,刀具损坏,卡盘撞毁等事故。
针对这种撞刀情况,学生可以在仿真软件上进行练 习,熟练掌握在输入刀具补偿值时,“+”号和“一”号之间的 区别。此外,初学者在操作时如出现不确定的情况要及时 询问实训指导教师,要得到实训指导教师的确认后方可 继续操作机床。
3.2 加工过程中误停车
数控车床执行程序正常加工过程中,由于操作者误操 作使程序停下来,如果操作者按“RESET”复位后,立即进 行循环启动,此时容易造成刀具与工件发生碰撞。因为运 行的默认值与程序的设定值发生变化,按“RESET”复位, 则把数控系统复位到初始状态,清除了保存在DRAM内 的预读程序信息,会改变刀具移动指令及主轴转速。 在自动运行程序过程中,如出现误停车导致程序停止 运行,此时将模式改为编辑方式,按“RESET”复位程序,再 重新运行程序。
4、结束语
学生在数控车床操作过程中发生撞刀的原因很多,除 上述原因外还有其他情况,这里就不再逐一赘述。为了有 效地防止撞刀发生,学生在数控车床操作时,要求学生做 到加工程序编制正确,加工工艺安排合理,操作规范,就 能减少和防止撞刀事故的发生,确保数控车床实训的教学质量。






