




















































































































































每个机加车间都希望改进加工工艺从而提升生产效率,这无疑可以通过高速加工来实现。本文概述了使用微型刀具对有色金属和塑料工件进行超高速加工的方法和优势。
制造商一直在寻找缩短工件加工节拍的有效方法。此外,随着制造业向小型化方向的不断延伸,零部件的尺寸不断减小,更新速度也在不断加快。因此,微型刀具的应用正变得越来越普遍。
制造商一直在寻找缩短工件加工节拍的有效方法。此外,随着制造业向小型化方向的不断延伸,零部件的尺寸不断减小,更新速度也在不断加快。因此,微型刀具的应用正变得越来越普遍。
微型刀具和高速加工的定义
微型刀具是指直径小于或等于6.35mm(0.25英寸)的铣刀或钻头。这种刀具通常与高速主轴配合使用,可用于加工具有复杂轮廓和细节特征的零部件。高速加工没有设定绝对的转速阈值,一般认为当转速高于或等于25,000 RPM时,就属于高速加工的范畴了。
微型刀具加工的技术瓶颈
如前文所述,工件尺寸在不断减小,更新速度也在不断加快。因此,微型刀具的应用越来越广泛。然而,要让微型刀具发挥最大的经济效益,制造商首先要有引进其专用机床设备的魄力,还要有突破传统加工工艺的决心。引入专用机床的原因在于,传统的数控机床其主轴转速无法满足小直径刀具的加工要求。即使转速满足要求,刀具也承受不了传统机床的常规切削力。
传统机床的主轴通常为重型主轴,很难达到较高的转速,其排屑槽也无法达到高效排屑的要求,因此微型刀具在传统机床上很容易发生断裂破坏。
传统机床的主轴通常为重型主轴,很难达到较高的转速,其排屑槽也无法达到高效排屑的要求,因此微型刀具在传统机床上很容易发生断裂破坏。
现有技术
应用微型刀具实现高效切削的关键在于三个相互关联的加工要素,它们分别是:
高速加工技术:刀具的尺寸越小所要求的主轴转速也越高,只有这样才能保证加工质量、避免刀具被破坏。高频主轴的转速高达60,000 RPM,是应用微型刀具进行铣削、钻孔、攻丝、雕刻的理想选择。高速加工技术具有转速高、切深小、进给速度快的特点。
在加工过程中,刀具不断地一点点地从工件上切除材料会产生大量的热量,其中40%来自于刀具和工件之间的摩擦生热,20%来自于切屑的变形生热。因此,切屑中承载了大约60%的热量。高速加工技术的目标就是要快速释放切屑中的热量,让切削过程更顺畅。好的加工质量依赖于更快的刀具冷却速度,更小的切削力,更低的震动。
高速加工下的切屑载荷可以降至很低的水平(小于0.005”)。这样的低载荷量意味着刀具和工件之间的压力也会很低。高速切削所产生的热量更少,并且可以用于加工薄壁工件。综上所述,高速加工的刀具冷却速度更快,加工精度更高,切削力更小,质量稳定性更好。
微型刀具的设计优化:简单地将较大直径的刀具按比例缩小成小直径刀具的做法,是无法获得令人满意的进给速率和加工质量的。当刀具直径减小而主轴转速增加时,刀具的结构设计也要作相应的变化。传统的嵌入式结构已经不能满足微型刀具的应用需要了。主要的矛盾点在于高转速,而不在于小直径。主轴转速越高要求刀具的动平衡性能更好,排屑能力更强,这样才能避免切屑烧结的发生。也就是说微型刀具的高效切削有赖于刀具的结构优化,这种优化就是为了解决高转速的动平衡问题。如果微型刀具的几何结构适当,主轴转速够高,冷却液选择合理,则完全可以省掉去毛刺和除油垢等二次加工步骤。
高速加工技术:刀具的尺寸越小所要求的主轴转速也越高,只有这样才能保证加工质量、避免刀具被破坏。高频主轴的转速高达60,000 RPM,是应用微型刀具进行铣削、钻孔、攻丝、雕刻的理想选择。高速加工技术具有转速高、切深小、进给速度快的特点。
在加工过程中,刀具不断地一点点地从工件上切除材料会产生大量的热量,其中40%来自于刀具和工件之间的摩擦生热,20%来自于切屑的变形生热。因此,切屑中承载了大约60%的热量。高速加工技术的目标就是要快速释放切屑中的热量,让切削过程更顺畅。好的加工质量依赖于更快的刀具冷却速度,更小的切削力,更低的震动。
高速加工下的切屑载荷可以降至很低的水平(小于0.005”)。这样的低载荷量意味着刀具和工件之间的压力也会很低。高速切削所产生的热量更少,并且可以用于加工薄壁工件。综上所述,高速加工的刀具冷却速度更快,加工精度更高,切削力更小,质量稳定性更好。
微型刀具的设计优化:简单地将较大直径的刀具按比例缩小成小直径刀具的做法,是无法获得令人满意的进给速率和加工质量的。当刀具直径减小而主轴转速增加时,刀具的结构设计也要作相应的变化。传统的嵌入式结构已经不能满足微型刀具的应用需要了。主要的矛盾点在于高转速,而不在于小直径。主轴转速越高要求刀具的动平衡性能更好,排屑能力更强,这样才能避免切屑烧结的发生。也就是说微型刀具的高效切削有赖于刀具的结构优化,这种优化就是为了解决高转速的动平衡问题。如果微型刀具的几何结构适当,主轴转速够高,冷却液选择合理,则完全可以省掉去毛刺和除油垢等二次加工步骤。
低粘度冷却液:虽然高速加工产生的热量减少了,但由于微型刀具高速旋转也会产生热量,冷却液当然不能缺席。使用过微型刀具高速加工技术的制造商都了解,传统的数控机床冷却液是无法满足要求的。微型刀具具有相对复杂的几何形状,并且以极高转速转动,这就要求冷却液的粘度低于水。因为只有粘度低的冷却液,才能在很高的转速下,依然能到达刀具的刀刃上。传统的机床冷却液是乳基的,黏度高于水,因此对于微型刀具的高速切削是无效的。
机械动力学
在传统数控机床上,找到一个可以将微型刀具固定在40-锥形主轴上的合适的装夹装置并不容易。这是因为传统主轴大多是为大型刀具而设计的,如用于加工齿轮齿槽的76.2mm(3英寸)的飞刀。其扭矩和切削力都比较高,如果将微型刀具装在上面加工致密材料,很容易被破坏掉,这种应用方式的加工效率比较低且长期成本非常高。在这种情况下,机床操作员的唯一选择是将主轴转速和进给速率调低。
在设计机床时,目前有两个研发方向。第一,可以选择大功率电机和重型主轴来提供高切削力和扭矩。第二,可以使用低切削力,高速主轴来配合微型刀具实现轻型加工。当然这两个发展方向的机床功能都可以是多元化的,例如铣削、钻削、锥度加工等。如果加工效率和质量对您来说是同等重要的,并且要同时满足大型工件和小型工件的加工需求,那么两类机床的引进都是必要的,需要将它们合理配置到您的厂房中。
在设计机床时,目前有两个研发方向。第一,可以选择大功率电机和重型主轴来提供高切削力和扭矩。第二,可以使用低切削力,高速主轴来配合微型刀具实现轻型加工。当然这两个发展方向的机床功能都可以是多元化的,例如铣削、钻削、锥度加工等。如果加工效率和质量对您来说是同等重要的,并且要同时满足大型工件和小型工件的加工需求,那么两类机床的引进都是必要的,需要将它们合理配置到您的厂房中。
解决方案
仅考虑高速加工中心的话,微型刀具应用的最佳解决方案就是要同时采用上述三项关键技术(高速加工技术,微型刀具的几何形状优化设计,低粘度冷却液)。如果真的这样做了,那么制造效率和产品质量提高的程度肯定会让您感到惊艳。此外,微型刀具高速加工技术的应用,可以完全省掉去毛刺和除油污等二次加工工序。
例子
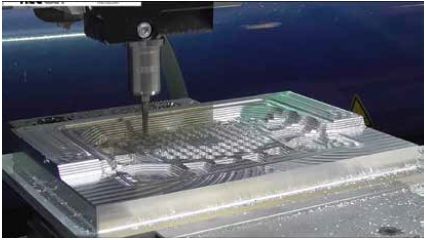
这里举两个高速加工的应用实例。第一个是在Datron机床上进行的,工件材料为6061铝,刀具为6.35mm(1/4英寸)的单刃铣刀,切深为3.175mm(1/8英寸),主轴转速45,000RPM,乙醇冷却,进料速率为6.35m(250英寸)/ min。
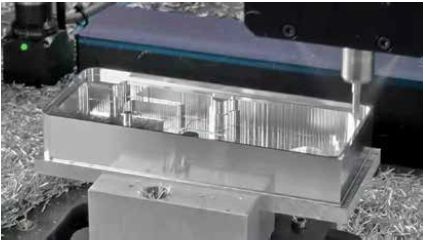
第二个实例,仍然是在Datron机床上进行,工件为厚度为3.175mm(1/8英寸)的6061铝制薄板,刀具为低螺旋角的3.175mm(1/8英寸)双刃高速铣刀(HSC +),主轴转速50,000RPM,乙醇冷却,进料速率为5.08m(200英寸)/ min。
高速加工要遵循一定的经验法则。首先,要避免主轴过热,过热会增加磨损、缩短主轴寿命。切深不能超过刀具直径的一半,采用小的切深但高的进给速率。最后,排屑速度也要跟着加快。
结论
总之,选择合适的刀具完成合适加工任务。低转速、高切削力的传统机床无法达到微型刀具高速加工的生产效率。只有引进新的专业机床设备,才能和这种高效的加工方式相匹配,当然它的效果也是令人惊艳的,完全满足复杂零件高效率、高质量加工的需要。
这里举两个高速加工的应用实例。第一个是在Datron机床上进行的,工件材料为6061铝,刀具为6.35mm(1/4英寸)的单刃铣刀,切深为3.175mm(1/8英寸),主轴转速45,000RPM,乙醇冷却,进料速率为6.35m(250英寸)/ min。
第二个实例,仍然是在Datron机床上进行,工件为厚度为3.175mm(1/8英寸)的6061铝制薄板,刀具为低螺旋角的3.175mm(1/8英寸)双刃高速铣刀(HSC +),主轴转速50,000RPM,乙醇冷却,进料速率为5.08m(200英寸)/ min。
高速加工要遵循一定的经验法则。首先,要避免主轴过热,过热会增加磨损、缩短主轴寿命。切深不能超过刀具直径的一半,采用小的切深但高的进给速率。最后,排屑速度也要跟着加快。
结论
总之,选择合适的刀具完成合适加工任务。低转速、高切削力的传统机床无法达到微型刀具高速加工的生产效率。只有引进新的专业机床设备,才能和这种高效的加工方式相匹配,当然它的效果也是令人惊艳的,完全满足复杂零件高效率、高质量加工的需要。






