



















































































































































加工方法: 采用反向进给车削, 选用合理的刀具几何参数、切削用量、拉紧装置和轴套式跟刀架等一系列有效措施。
一、车削细长轴产生弯曲变形的因素分析
在车床上车削细长轴采用的传统装夹方式主要有两种:一种方式是:一夹一顶安装;另一种方式是:两顶尖安装。这里主要分析一夹一顶的装夹方式。如图1所示。
在车床上车削细长轴采用的传统装夹方式主要有两种:一种方式是:一夹一顶安装;另一种方式是:两顶尖安装。这里主要分析一夹一顶的装夹方式。如图1所示。
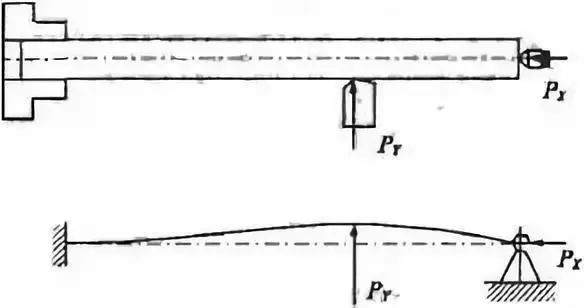
图1 一夹一顶装夹方式及受力分析
通过实际加工分析,车削引起细长轴弯曲变形的原因主要有:
1. 切削力导致变形
在车削过程中,产生的切削力可以分解为轴向切削力PX、径向切削力PY及切向切削力PZ。不同的切削力对车削细长轴时产生弯曲变形的影响是不同的。
1)径向切削力PY的影响
径向切削力是垂直作用在通过细长轴轴线水平平面内的,由于细长轴的刚性较差,径向力将会把细长轴顶弯,使其在水平面内发生弯曲变形.径向切削力对细长轴弯曲变形的影响,见图1。
2)轴向切削力PX的影响
轴向切削力是平行作用在细长轴轴线方向上的,它对工件形成一个弯矩。对于一般的车削加工,轴向切削力对工件弯曲变形的影响并不大,可以忽略。但是由于细长轴的刚性较差,其稳定性也较差,当轴向切削力超过一定数值时,将会把细长轴压弯而发生纵向弯曲变形。如图2所示。
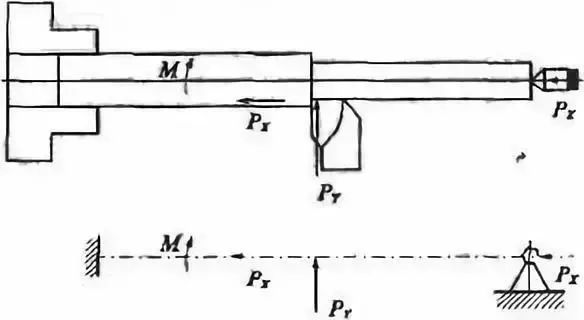
图2 轴向切削力的影响及受力分析
2. 切削热产生的影响
加工产生的切削热,会引起工件热变形伸长。由于在车削过程中,卡盘和尾架顶尖都是固定不动的,因此两者之间的距离也是固定不变的。这样细长轴受热后的轴向伸长量受到限制,导致细长轴受到轴向挤压而产生弯曲变形。
因此可以看出,提高细长轴的加工精度问题,实质上就是控制工艺系统的受力及受热变形的问题。
二、提高细长轴加工精度的措施
在细长轴加工过程中,为提高其加工精度,应根据不同的生产条件,采取不同的措施,以提高细长轴的加工精度。
1. 选择合适的装夹方法
在车床上车削细长轴采用的两种传统装夹方式中,采用双顶尖装夹,工件定位准确,容易保证同轴度。但用该方法装夹细长轴,其刚性较差,细长轴弯曲变形较大,而且容易产生振动.因此只适宜于安装长径比不大、加工余量较小、同轴度要求较高的工件。
加工细长轴通常采用一夹一顶的装夹方式。但是在该装夹方式中,如果顶尖顶得太紧,除了可能将细长轴顶弯外,还能阻碍车削时细长轴的受热伸长,导致细长轴受到轴向挤压而产生弯曲变形。另外卡爪夹紧面与顶尖孔可能不同轴,装夹后会产生过定位,也能导致细长轴产生弯曲变形.因此采用一夹一顶装夹方式时,顶尖应采用弹性活顶尖,使细长轴受热后可以自由伸长,减少其受热弯曲变形;同时可在卡爪与细长轴之间垫入一个开口钢丝圈,以减少卡爪与细长轴的轴向接触长度,消除安装时的过定位,减少弯曲变形。如图3所示。
在细长轴加工过程中,为提高其加工精度,应根据不同的生产条件,采取不同的措施,以提高细长轴的加工精度。
1. 选择合适的装夹方法
在车床上车削细长轴采用的两种传统装夹方式中,采用双顶尖装夹,工件定位准确,容易保证同轴度。但用该方法装夹细长轴,其刚性较差,细长轴弯曲变形较大,而且容易产生振动.因此只适宜于安装长径比不大、加工余量较小、同轴度要求较高的工件。
加工细长轴通常采用一夹一顶的装夹方式。但是在该装夹方式中,如果顶尖顶得太紧,除了可能将细长轴顶弯外,还能阻碍车削时细长轴的受热伸长,导致细长轴受到轴向挤压而产生弯曲变形。另外卡爪夹紧面与顶尖孔可能不同轴,装夹后会产生过定位,也能导致细长轴产生弯曲变形.因此采用一夹一顶装夹方式时,顶尖应采用弹性活顶尖,使细长轴受热后可以自由伸长,减少其受热弯曲变形;同时可在卡爪与细长轴之间垫入一个开口钢丝圈,以减少卡爪与细长轴的轴向接触长度,消除安装时的过定位,减少弯曲变形。如图3所示。
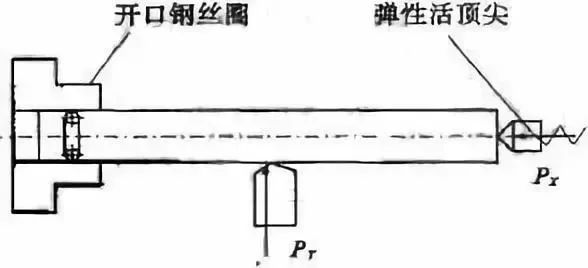
图3 一夹一顶装夹的改进方式
2. 直接减少细长轴受力变形
1)采用跟刀架和中心架
采用一夹一顶的装夹方式车削细长轴,为了减少径向切削力对细长轴弯曲变形的影响,传统上采用跟刀架和中心架,相当于在细长轴上增加了一个支撑,增加了细长轴的刚度,可有效地减少径向切削力对细长轴的影响。
2)采用轴向拉夹法车削细长轴
采用跟刀架和中心架,虽然能够增加工件的刚度,基本消除径向切削力对工件的影响。但还不能解决轴向切削力把工件压弯的问题,特别是对于长径比较大的细长轴,这种弯曲变形更为明显。因此可以采用轴向拉夹法车削细长轴。轴向夹拉车削是指在车削细长轴过程中,细长轴的一端由卡盘夹紧,另一端由专门设计的夹拉头夹紧,夹拉头给细长轴施加轴向拉力,如图4所示。
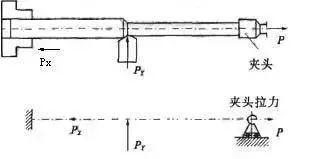
图4 轴向夹拉车削及受力情况
在车削过程中,细长轴始终受到轴向拉力,解决了轴向切削力把细长轴压弯的问题。同时在轴向拉力的作用下,会使细长轴由于径向切削力引起的弯曲变形程度减小;补偿了因切削热而产生的轴向伸长量,提高了细长轴的刚性和加工精度。
3)采用反向切削法车削细长轴
反向切削法是指在细长轴的车削过程中,车刀由主轴卡盘向尾架方向进给,如图5所示。
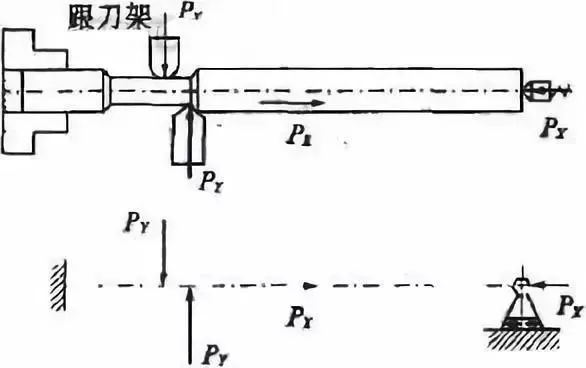
图5 反向切削法加工及受力分析
这样在加工过程中产生的轴向切削力使细长轴受拉,消除了轴向切削力引起的弯曲变形。同时,采用弹性的尾架顶尖,可以有效地补偿刀具至尾架一段的工件的受压变形和热伸长量,避免工件的压弯变形。
采用双刀车削细长轴改装车床中滑板,增加后刀架,采用前后两把车刀同时进行车削,如图6所示。
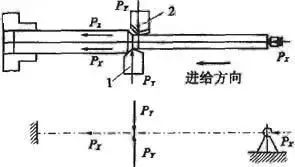
图6 双刀加工及受力分析
两把车刀,径向相对,前车刀正装,后车刀反装。两把车刀车削时产生的径向切削力相互抵消。工件受力变形和振动小,加工精度高,适用于批量生产。
4)采用磁力切削法车削细长轴
磁力切削法的原理与反向切削法原理基本相同。在车削过程中,细长轴由于受到磁力拉伸的作用,可以减少细长轴加工时的弯曲变形,提高细长轴加工精度。
3. 合理地控制切削用量
切削用量选择的是否合理,对切削过程中产生的切削力的大小、切削热的多少是不同的。因此对车削细长轴时引起的变形也是不同的。
1)切削深度(t)
在工艺系统刚度确定的前提下,随着切削深度的增大,车削时产生的切削力、切削热随之增大,引起细长轴的受力、受热变形也增大。因此在车削细长轴时,应尽量减少切削深度。
2)进给量(f)
进给量增大会使切削厚度增加,切削力增大。但切削力不是按正比增大,因此细长轴的受力变形系数有所下降.如果从提高切削效率的角度来看,增大进给量比增大切削深度有利。
3)切削速度(v)
提高切削速度有利于降低切削力。这是因为,随着切削速度的增大,切削温度提高,刀具与工件之间的摩擦力减小,细长轴的受力变形减小。但切削速度过高容易使细长轴在离心力作用下出现弯曲,破坏切削过程的平稳性,所以切削速度应控制在一定范围。对长径比较大的工件,切削速度要适当降低。
4. 选择合理的刀具角度
为了减小车削细长轴产生的弯曲变形,要求车削时产生的切削力越小越好,而在刀具的几何角度中,前角、主偏角和刃倾角对切削力的影响最大。
1)前角(γ)
前角(γ) 其大小直接着影响切削力、切削温度和切削功率.增大前角,可以使被切削金属层的塑性变形程度减小,切削力明显减小。 增大前角可以降低切削力,所以在细长轴车削中,在保证车刀有足够强度前提下,尽量使刀具的前角增大,前角一般取γ=13°~17°。
2)主偏角(kr)
主偏角(kr) 其大小影响着3个切削分力的大小和比例关系。随着主偏角的增大,径向切削力明显减小,切向切削力在60°~90°时却有所增大。在60°~75°范围内,3个切削分力的比例关系比较合理。在车削细长轴时,一般采用大于60°的主偏角。
3)刃倾角(λs)
刃倾角(λs)倾角影响着车削过程中切屑的流向、刀尖的强度及3个切削分力的比例关系。随着刃倾角的增大,径向切削力明显减小,但轴向切削力和切向切削力却有所增大。刃倾角在-10°~+10°范围内,3个切削分力的比例关系比较合理。在车削细长轴时,常采用正刃倾角0°~+10°,以使切屑流向待加工表面。
三、结论
由于细长轴刚性差,车削时产生的受力、受热变形较大,很难保证细长轴的加工质量要求。通过采用合适的装夹方式和先进的加工方法,选择合理的刀具角度和切削用量等措施,可以保证细长轴的加工质量要求。






