



















































































































































单位:山推工程机械股份有限公司
来源:《金属加工(冷加工)》2019年第4期
我司单钢轮振动压路机种类繁多,覆盖了10t-26t机型,由于各吨位压路机激振力各不相同,用于产生激振力的偏心块大小各不相同,且1台压路机上一共有4件固定偏心块,2件活动偏心块,偏心块结构如图1所示,而偏心块中间的孔大小从φ100~φ150mm共6种规格,固定偏心块侧边小孔有φ35mm和φ45mm两种规格,活动偏心块上端圆弧有R22.5mm和R25mm两种,由于我们的产品为小批量生产,且刀具数量有限,加工中间大孔就1套刀具,就导致每次切换不同机型偏心块时需要调整刀具尺寸,费时费力,所以偏心块的镗孔工艺急需改善。

1.原有加工工艺
偏心块的加工是在立式加工中心上完成,如图2所示。固定偏心块加工流程为:使用直角粗镗刀粗镗孔→使用直角粗镗刀精镗孔→使用倒角刀倒角→使用钻头钻侧边小孔→使用直角精镗刀精镗侧边小孔。
活动偏心块加工工步为:使用直角粗镗刀粗镗孔→使用直角粗镗刀精镗孔→使用立铣刀铣上端圆弧。
偏心块的加工是在立式加工中心上完成,如图2所示。固定偏心块加工流程为:使用直角粗镗刀粗镗孔→使用直角粗镗刀精镗孔→使用倒角刀倒角→使用钻头钻侧边小孔→使用直角精镗刀精镗侧边小孔。
活动偏心块加工工步为:使用直角粗镗刀粗镗孔→使用直角粗镗刀精镗孔→使用立铣刀铣上端圆弧。

由于产品批量和刀具的原因,操作者几乎每天需要调整1次,有时则1天2~3次,而且由于中间孔规格较多,车间并没有购买精镗刀具,操作者使用粗镗刀进行精镗,这样在微调刀具时,需要凭经验用手锤敲击调整,整个过程需要多次试加工和测量,这样就大幅增加了操作者的劳动强度,使得偏心块的加工效率低下。
2.工艺改进措施
(1)制定对策 如果不调整,为每个尺寸配齐刀具的话,粗镗、精镗、倒角则一共需要18把,在加上侧边小孔4把和上端圆弧2把共24把,而用于镗孔的加工中心刀库只能放12把(刀库共有24个刀位,当放入直径大于φ125mm的刀具时,需要中间空一个刀位,为避免刀具干涉,只能放12把),配齐所有刀具的办法并不可行。
由于刀库容量限制,要解决刀具调整问题,就只能制作专用组合刀具,以尽可能少的刀具完成偏心块的镗孔加工。
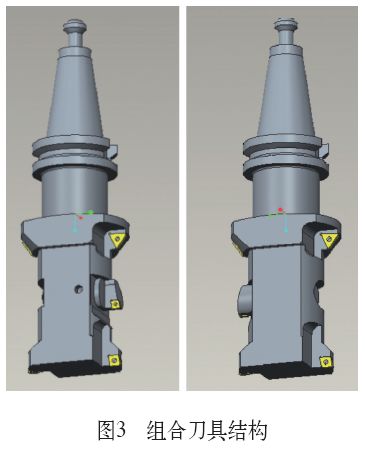
(2)对策实施 通过对刀具厂家的咨询,我们决定定做将粗镗、精镗、倒角于一体的组合刀具。同时,由于粗镗和倒角加工量大,为进一步提高加工效率,将组合刀上的粗镗部分和精镗部分做成双刃刀具,如图3所示,组合刀具的底部为双刃粗镗刀,中间为精镗刀,上端为双刃倒角刀,倒角角度35°。
2.工艺改进措施
(1)制定对策 如果不调整,为每个尺寸配齐刀具的话,粗镗、精镗、倒角则一共需要18把,在加上侧边小孔4把和上端圆弧2把共24把,而用于镗孔的加工中心刀库只能放12把(刀库共有24个刀位,当放入直径大于φ125mm的刀具时,需要中间空一个刀位,为避免刀具干涉,只能放12把),配齐所有刀具的办法并不可行。
由于刀库容量限制,要解决刀具调整问题,就只能制作专用组合刀具,以尽可能少的刀具完成偏心块的镗孔加工。
(2)对策实施 通过对刀具厂家的咨询,我们决定定做将粗镗、精镗、倒角于一体的组合刀具。同时,由于粗镗和倒角加工量大,为进一步提高加工效率,将组合刀上的粗镗部分和精镗部分做成双刃刀具,如图3所示,组合刀具的底部为双刃粗镗刀,中间为精镗刀,上端为双刃倒角刀,倒角角度35°。
3.工艺改进效果
在定制6把组合刀具后,我们将新的组合刀具应用在偏心块镗孔加工上,如图4所示。

在定制6把组合刀具后,我们将新的组合刀具应用在偏心块镗孔加工上,如图4所示。
下面以固定偏心块镗孔为例,活动偏心块与之类似,中间孔没有倒角,固定偏心块镗孔新工艺流程为:
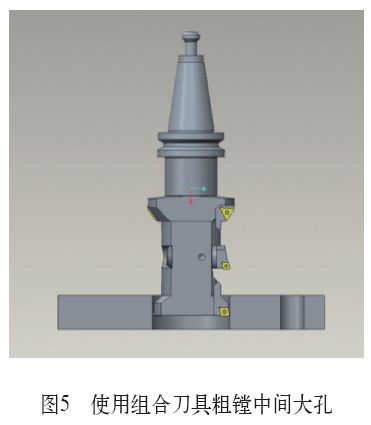
(1)使用组合刀具粗镗中间大孔,如图5所示,粗镗刀为定尺寸,预留加工量0.6mm,原来使用普通粗镗刀预留量约1mm,因为组合刀粗镗部分有两个刀片,通过试验,我们最将进给量由原来的0.1 mm/r提高至0.15mm/r,切削速度不变,为90m/min;另外,因为粗镗部分为定尺寸,操作者无需进行测量,只要注意观察刀片的磨损情况即可,这样既提高了效率又降低了操作者的劳动强度。
(1)使用组合刀具粗镗中间大孔,如图5所示,粗镗刀为定尺寸,预留加工量0.6mm,原来使用普通粗镗刀预留量约1mm,因为组合刀粗镗部分有两个刀片,通过试验,我们最将进给量由原来的0.1 mm/r提高至0.15mm/r,切削速度不变,为90m/min;另外,因为粗镗部分为定尺寸,操作者无需进行测量,只要注意观察刀片的磨损情况即可,这样既提高了效率又降低了操作者的劳动强度。
(2)使用组合刀具精镗中间大孔,如图6所示,精镗刀具的使用,大大方便了操作者的调整,而且粗镗加工预留量更为合理,提高了精镗刀具的使用寿命,精镗刀进给量维持在原有的0.08mm/r,切削速度为110m/min。

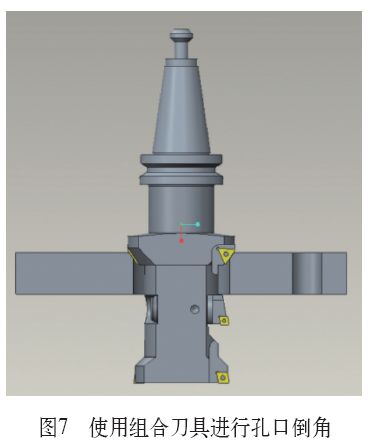
(3)使用组合刀具进行孔口倒角,如图7所示,中间孔口为8*35°的倒角,倒角尺寸较大,因为组合刀倒角部分有两个刀片,且组合刀具刚性好于原普通刀具,通过试验,我们将进给量由原来的0.05 mm/r提高至0.1mm/r,切削速度不变,为90m/min。
4.结语
组合刀具使用后,解决了刀库放刀的问题,刀具调整也变得很便捷,有效的降低了操作者的劳动强度,并且提高了加工效率,为其它镗孔工序的改善提供了一种可行方案。






