



















































































































































1.问题的提出
在一次校企合作培训中,该公司大多数数控学习者知道数控机床对刀操作,但对数控机床对刀原理不知其所以然,有时出现一些莫名其妙的错误,导致产品超差报废。本文以数控车床和数控铣床为例,阐述有关数控机床对刀原理。
(1)数控车床对刀原理。对刀的目的是确定工件坐标系与机床坐标系的相互位置关系。工件装夹在机床上后,工件(工件坐标系)的位置在机床坐标系中是具体的,这一具体的位置是通过对刀操作来确定的。
因为刀位点的位置坐标计算是以工件坐标系(或编程坐标系)的原点为参考来进行计算的,而刀具的运动是以机床坐标系的原点为参考的,如果刀具要有明确的运动,就必须知道刀具的刀位点运动到给定的编程坐标时,相对应的机床坐标是多少。换句话来说,工件装夹在机床上后,工件坐标系相当于机床坐标系的一个子坐标,只有确定两个坐标之间的偏置关系,才能完成两个坐标系之间坐标的转换(将刀位点在编程坐标系里的坐标转换成机床坐标系里面的坐标),刀具才有明确的运动,而这一偏置关系是通过对刀来实现的。
以试切对刀为例,对GSK980Tdb数控车床对刀原理作一个简单的介绍。
如图1所示,设刀具在X方向和Z方向的长度分别为a、b(相对于刀架中心,a、b不一定要有确定的数据),试切外圆后刀具直径为φ,X方向零点偏置为x(负值);试切端面后,Z方向零点偏置为z(负值)。
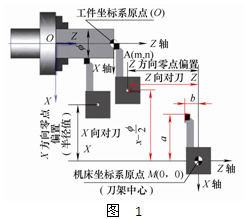
刀具运动到编程坐标系原点时的机床坐标为(2x―φ,z)(这一坐标数据经控制面板在刀补中通过输入“Xφ”和“Zo”由数控系统自动计算获得并储存),而工件坐标系原点在机床坐标系中的位置为(2x-φ-a,z-b)。
设工件坐标系(或编程坐标系)中刀位点任意一点的编程坐标为A(m,n),则将此点坐标转换到机床坐标系里面的坐标为(2x-φ-a+m,z-b+n),而此时相应的机床坐标(刀架中心)为(2x-φ-a+m+a,z-b+n+b),即(2x-φ+m,z+n)(与刀具长度无关),此时刀具有明确的机床运动坐标。
所以对刀操作后,通过刀补的设定,便能确定任意刀具刀位点到达工件坐标系原点时的机床坐标(2x-φ,z),从而完成两个坐标系之间坐标的转换,并且确定相对应的机床坐标,此时刀具有明确的机床运动。
(2)数控铣床对刀原理。数控铣床对刀原理和数控车床对刀原理相似,通过对刀确定工件坐标系与机床坐标系之间的空间位置关系,并将对刀数据输入到相应的存储位置。
参考前述数控车床对刀原理可以看出,对刀操作的实质是确定任意刀具刀位点到达工件坐标系原点时的机床坐标,并记录在机床里面,从而完成两个坐标系之间坐标的转换,并且确定相对应的机床坐标,此时刀具有明确的机床运动。下面以Fanuc数控铣床XK7145A两种情况为例,将工件坐标系的原点设置在长方体工件上表面的中心处(见图2),简要介绍其对刀基本原理。
设工件坐标系(或编程坐标系)中刀位点任意一点的编程坐标为A(m,n),则将此点坐标转换到机床坐标系里面的坐标为(2x-φ-a+m,z-b+n),而此时相应的机床坐标(刀架中心)为(2x-φ-a+m+a,z-b+n+b),即(2x-φ+m,z+n)(与刀具长度无关),此时刀具有明确的机床运动坐标。
所以对刀操作后,通过刀补的设定,便能确定任意刀具刀位点到达工件坐标系原点时的机床坐标(2x-φ,z),从而完成两个坐标系之间坐标的转换,并且确定相对应的机床坐标,此时刀具有明确的机床运动。
(2)数控铣床对刀原理。数控铣床对刀原理和数控车床对刀原理相似,通过对刀确定工件坐标系与机床坐标系之间的空间位置关系,并将对刀数据输入到相应的存储位置。
参考前述数控车床对刀原理可以看出,对刀操作的实质是确定任意刀具刀位点到达工件坐标系原点时的机床坐标,并记录在机床里面,从而完成两个坐标系之间坐标的转换,并且确定相对应的机床坐标,此时刀具有明确的机床运动。下面以Fanuc数控铣床XK7145A两种情况为例,将工件坐标系的原点设置在长方体工件上表面的中心处(见图2),简要介绍其对刀基本原理。
情景一:刀具装上主轴对刀。先将机床参考点回零后,机床原点归于正向极限位置。通过对刀后,机床坐标显示为(a,b,c),即各轴偏置量,如图2a所示。刀长为L,如图2b所示,则工件坐标系原点在机床坐标系中的位置为(a,b,c-L)。
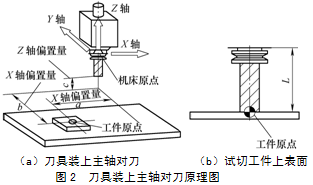
设任意编程坐标为A(m,n,o),则将此点坐标转换到机床坐标系里面的坐标为(a+m,b+n,o+c-L),而此时相应的机床坐标(主轴端面中心)为(a+m,b+n,o+c-L +L),即(a+m,b+n,o+c)(与刀长无关),此时刀具有明确的机床运动坐标。
情景二:刀具不装上主轴对刀(见图3)。先将机床参考点回零后,机床原点归于正向极限位置。通过对刀后,机床坐标显示为(a,b,c), 如图3所示,即各轴偏置量,则工件坐标系原点在机床坐标系中的位置为(a,b,c)。
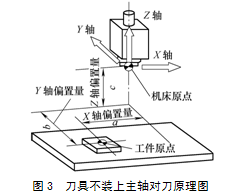
设任意编程坐标为A(m,n,o),设刀长为L,则将此点坐标转换到机床坐标系里面的坐标为(a+m,b+n,o+c),而此时相应的机床坐标(主轴端面中心)为(a+m,b+n,o+c+L)(与刀长无有关),此时刀具有明确的机床运动坐标。
此种情况对刀必须知道刀具长度L,其长度一般通过机外对刀仪对刀测量获得。
2.数控铣床对刀应用示例
此种情况对刀必须知道刀具长度L,其长度一般通过机外对刀仪对刀测量获得。
2.数控铣床对刀应用示例
现仅对数控铣床对刀应用操作作一个示例介绍。
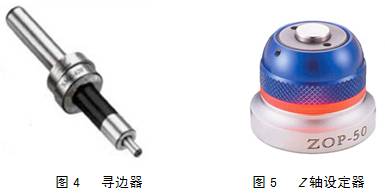
(1)对刀操作基本条件。①寻边器,完成水平方向的对刀(见图4)。②Z轴设定器,完成高度方向的对刀(见图5)。
(2)对刀操作基本步骤。①将寻边器上、下部分人为稍偏心,装于主轴。②选择“MDI”操作方式,输入“M03 S600”启动主轴正转。③通过“手轮”(或“手动”)模式使刀具靠近工件。④Y方向对刀。⑤X方向对刀。⑥Z方向对刀。⑦检验对刀的正确性。
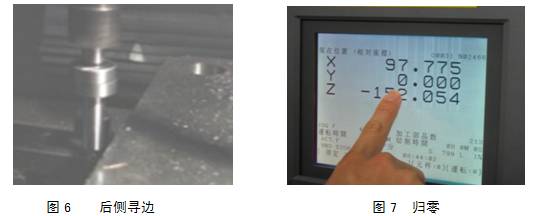
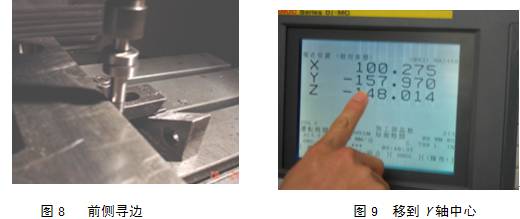
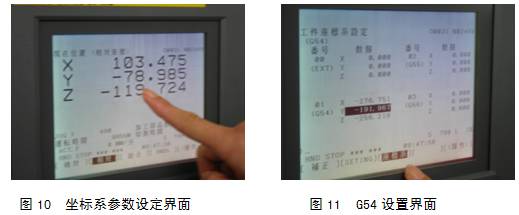
Y方向对刀:通过调节手轮使寻边器与工件一侧面与刀具接触,当刀具接近工件时,注意调整手轮的步距,选择“×10”档,当寻边器上下部分由偏心运动转为同轴运动时,其状态由抖动变为近似静止状态,如图6所示,此时认为已找到该侧面;按下“POS”键、软键“相对”或“综合”,输入Y,按“归零”软键,如图7所示;操纵主轴使寻边器向上抬起,使之离开工件上表面一定距离,通过操作手轮使寻边器与工件另一侧面接触,找正判别方法与上述相同,如图8所示;记下CRT上显示的“现在位置(相对坐标)”下的Y值,计算出Y1=Y/2;操作手轮,Z轴抬刀,再沿Y方向移动工作台至CRT上显示的“现在位置(相对坐标)”下的Y值为Y1的位置,如图9所示;在G54(注意:必须与加工程序中的选择工件坐标系指令一致)下设置Y值;按MDI键盘上的“OFFSET SETTING”键,按“坐标系”软键,进入坐标系参数设定界面(见图10、图11),用方位键“↓”将光标移至G54坐标参数设定区,将光标移至Y的坐标,输入Y0, 按“测量”软键。
Y方向对刀:通过调节手轮使寻边器与工件一侧面与刀具接触,当刀具接近工件时,注意调整手轮的步距,选择“×10”档,当寻边器上下部分由偏心运动转为同轴运动时,其状态由抖动变为近似静止状态,如图6所示,此时认为已找到该侧面;按下“POS”键、软键“相对”或“综合”,输入Y,按“归零”软键,如图7所示;操纵主轴使寻边器向上抬起,使之离开工件上表面一定距离,通过操作手轮使寻边器与工件另一侧面接触,找正判别方法与上述相同,如图8所示;记下CRT上显示的“现在位置(相对坐标)”下的Y值,计算出Y1=Y/2;操作手轮,Z轴抬刀,再沿Y方向移动工作台至CRT上显示的“现在位置(相对坐标)”下的Y值为Y1的位置,如图9所示;在G54(注意:必须与加工程序中的选择工件坐标系指令一致)下设置Y值;按MDI键盘上的“OFFSET SETTING”键,按“坐标系”软键,进入坐标系参数设定界面(见图10、图11),用方位键“↓”将光标移至G54坐标参数设定区,将光标移至Y的坐标,输入Y0, 按“测量”软键。
X方向对刀:X方向对刀的操作过程类似于Y方向的对刀过程,不再赘述。

Z方向对刀:①主轴不转,将Z轴设定器置于工件上表面,如图12所示。②操作手轮,使刀具与轴设定器心轴的上表面刚好接触,灯亮(见图13)即停止刀具Z向运动。③在G54下设置Z值:按MDI键盘上的“OFFSET SETTING”键,按“坐标系”软键,进入坐标系参数设定界面,用方位键↓将光标移至G54坐标参数设定区,将光标移至Z的坐标,输入(Z0- Z轴设定器的高度值),按“测量”软键。

如果没有Z轴设定器的情况下,可以采取试切工件上表面的方法,即让刀具转动,在工件上表面轻轻刮起一层切屑为找正标准,再输入Z0即可)。
检验对刀的正确性:①X、Y坐标检验:操作手轮使刀具在Z方向离开工件上表面一定的距离;选择MDI模式;按下PROG键;输入“G54 G00 X0 Y0 ;”;按下“循环启动”按钮,观察刀具是否到达(X0,Y0),到达设定位置,说明对刀正确,否则错误。②Z坐标检验:操作手轮使工件远离机床主轴轴线。选择MDI模式;按下PROG键;输入“G54 G01 Z0 F300 ;”;按下“循环启动”按钮,注意观察刀具下降的过程,如果刀位点到达设定的Z0位置后停下来,说明对刀正确,如果刀具端面超过工作上表面而未停止,立即按下“急停”按钮。
3.结语
3.结语
通过以上内容的探讨,使操作者对数控机床对刀操作有一个深刻的认识,使操作者在设置刀补和灵活处理尺寸公差时有据可依,从而避免了尺寸超差,保障了公司产品质量。
(本文刊登于《金属加工(冷加工)》杂志2015年第23期,作者单位:广东理工职业学院,中山金属制品有限公司 )
(本文刊登于《金属加工(冷加工)》杂志2015年第23期,作者单位:广东理工职业学院,中山金属制品有限公司 )






