



















































































































































在柔韧、延展性良好的长屑材料(如不锈钢)盲孔攻丝时,一般来说螺旋槽丝锥几乎成首选。这里主要考虑指是中小尺寸(≤M36)螺纹攻丝。因为,大尺寸螺纹攻丝,螺旋槽丝锥并不能胜任。当针对大尺寸螺纹尤其是对高抗拉强度材料攻丝时,使用螺旋槽丝锥所需扭矩会很大。如此巨大的扭矩易造成丝锥崩刃甚至是折断。所以,常用的螺旋槽丝锥规格为M3-M36之间。
除此之外,螺旋槽丝锥本身还具有特殊的设计缺陷,就是盲孔攻丝退刀的时候容易崩牙。
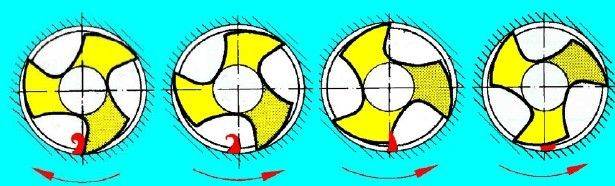
螺旋槽丝锥在盲孔加工过程中牵涉到退刀的问题。退刀过程如下图示:
在螺纹末端会有残留的切屑:
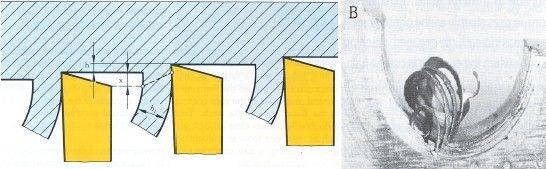
残留切屑在丝锥反转退刀时最容易使刃口崩刃甚至是丝锥断裂:
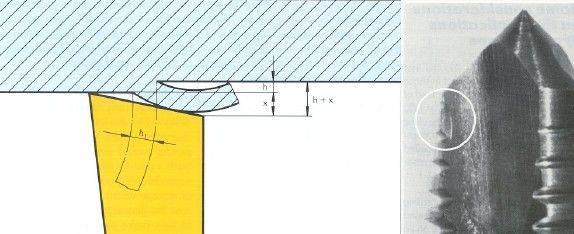
不要小看了退刀时的这一点挤压,这个冲击载荷会达到整个最大切削力的70%甚至更多。若丝锥只单纯强调硬度而没有合理兼顾韧性的话,极有可能就出现崩刃。
理论上丝锥不应该留后角。这样在盲孔退刀的时候可以切断残屑。但是,后角为零的话丝锥后刀面与工件已加工表面摩擦会很大,所需扭矩成倍的提高,刀具磨损严重。考虑到实用与安全的合理兼顾,因此一般应留有适当的后角。
所以,针对盲孔攻丝,一般选用螺旋槽丝锥。而对于通孔攻丝时,NORIS螺尖丝锥甚至是左螺旋槽丝锥就成为首选了。
理论上丝锥不应该留后角。这样在盲孔退刀的时候可以切断残屑。但是,后角为零的话丝锥后刀面与工件已加工表面摩擦会很大,所需扭矩成倍的提高,刀具磨损严重。考虑到实用与安全的合理兼顾,因此一般应留有适当的后角。
所以,针对盲孔攻丝,一般选用螺旋槽丝锥。而对于通孔攻丝时,NORIS螺尖丝锥甚至是左螺旋槽丝锥就成为首选了。






