



















































































































































随着石墨材料在工业领域的广泛应用,人们也越来越多地接触到石墨材料在铣削行业的应用,比如模具加工领域的石墨电极,3D热弯玻璃模具,以及电机转子等等。但随之而来的问题是:常规铣刀在加工石墨材料时刀具磨损非常快,刀具寿命很短,刀具成本很高,产品质量的稳定性差,我们应该如何应对这个问题?
高精密铣削石墨材料的最佳搭档——MicrospheroXG & MicrotoroXG 系列!
亮点分析
多达219种的刀具规格
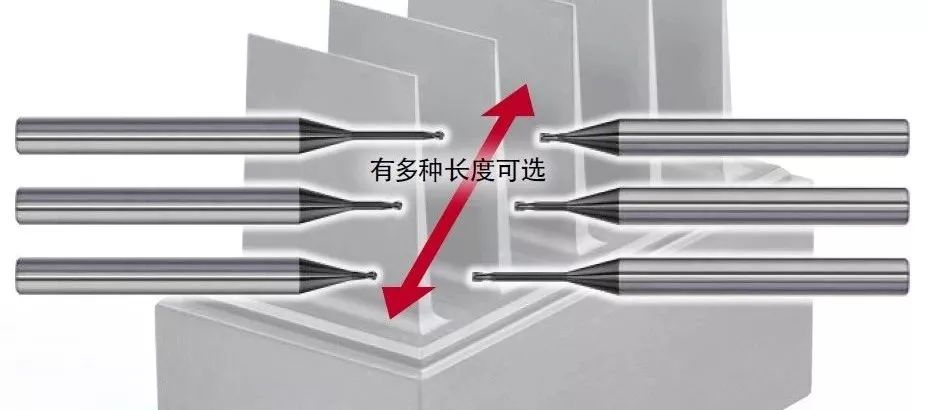
▲多样化的刀具可选规格以及应用领域
通过不断地创新及拓展,「MicrospheroXG & MicrotoroXG」系列销售产品新增至 219 种!其直径范围最小仅为0.1 mm,最大可至 6.0 mm 。每一种规格结构都经过巧妙的设计,为的是用户能够方便快捷地选中最适用的刀具,从而达到最理想的效果。
半径公差+/-0.005 mm 这才是真正的高精度!
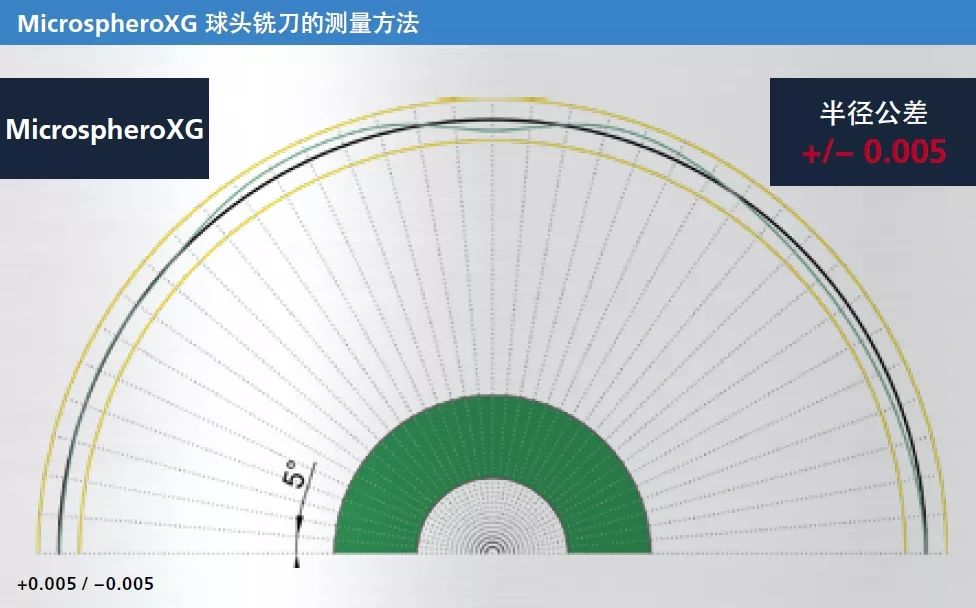
MicrospheroXG 球头铣刀的半径公差为「+/-0.005 mm」。为了达到如此精度,我们以180°为范围测量整个切削刃,每隔 5° 测量一次半径。简而言之,就是分别在5°、10°、15°、20°……175°、180°都精确测量一次半径,从而能保证球头部分的精度仍在公差范围之内。再配以按照 h5 公差磨削的刀柄,不但能显著降低回转偏差,更能进一步提升产品的精度。

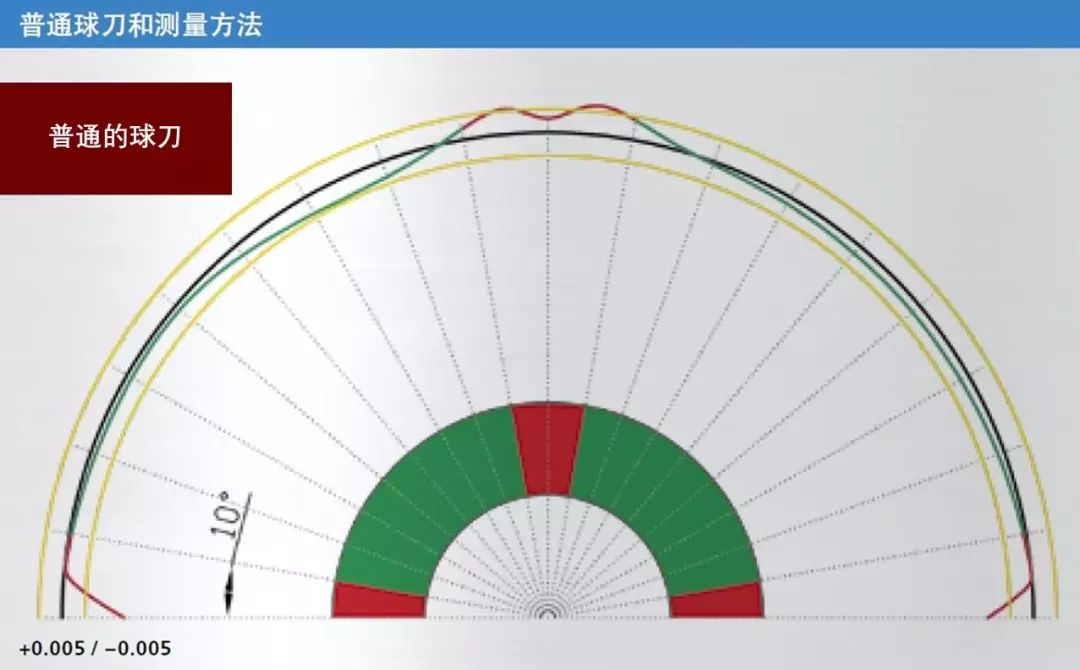
对于普通球刀,常用、习惯的测量方法通常仅测量10° 至 80° 、 100° 至 170°,两个范围的半径。以此方法测量的目的是,排除半径和切削刃之间难以磨削的过渡段或刀尖的误差。然而,在常规3 轴机床上使用此类刀具时,陡峭的脱模斜面和底面的轮廓精度是不一致的。此时,缺乏精度保证的球刀表现自然欠佳。
层厚公差+/-1μm 顶尖技术的杰作——金刚石基涂层
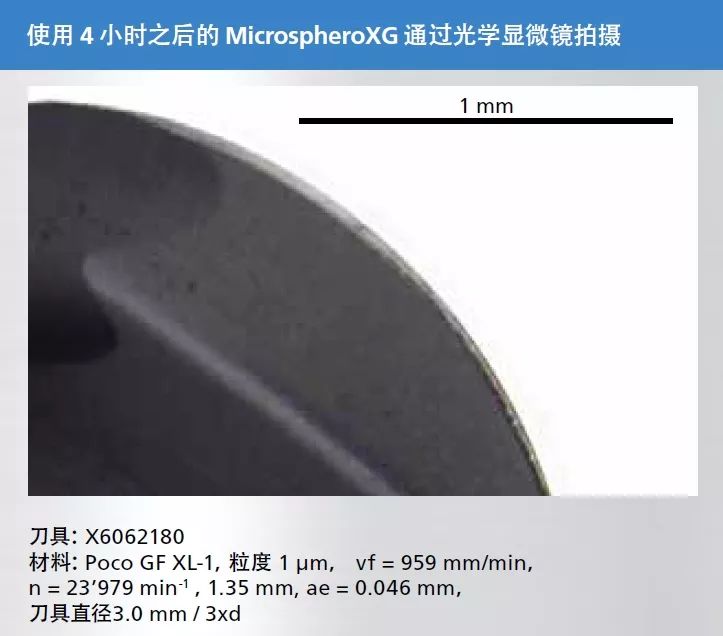
▲使用4小时后,MicrospheroXG测试结果
「MicrospheroXG 刀具」在铣削4小时之后,半径只缩小 4 μm,如此优异的表现得益于广泛的产品范围和智能的品类结构——通过硬质合金基体、金刚石涂层、微观和宏观几何结构以及经过优化的 CAM 铣削策略的相互完美协作而实现的。
在此其中,其高度耐磨的「金刚石基涂层——DIAPLUS」起到不容忽视的作用。首先,其涂层厚度高于市场平均水平;其次,通过自主管控的涂层工艺确保了极高的均匀性和纳米结构。正由于将层厚公差范围控制在 ±0.001mm ,从而才使得这一极高的精度要求——铣刀圆角公差范围 ±0.005mm 的实现成为可能。
在此其中,其高度耐磨的「金刚石基涂层——DIAPLUS」起到不容忽视的作用。首先,其涂层厚度高于市场平均水平;其次,通过自主管控的涂层工艺确保了极高的均匀性和纳米结构。正由于将层厚公差范围控制在 ±0.001mm ,从而才使得这一极高的精度要求——铣刀圆角公差范围 ±0.005mm 的实现成为可能。
技术解析

▲石墨球头铣刀MicrospheroXG 技术参数
在面对最难进行铣削加工的石墨材料时,「MicroXG系列刀具」也无所畏惧!219种刀具规格让选择最合适的刀具变得快捷简单;高精度的产品不仅能保证加工的质量,更能显著提高效率;顶尖的涂层技术使得刀具寿命延长,而超长的寿命确保了能够长时间、稳定地铣削产品,这一特点非常有利于实现生产的自动化和智能化,不仅能有效提高生产率,更能大大地降低刀具损耗,从而降低综合成本,实现客户利益最大化。






