



















































































































































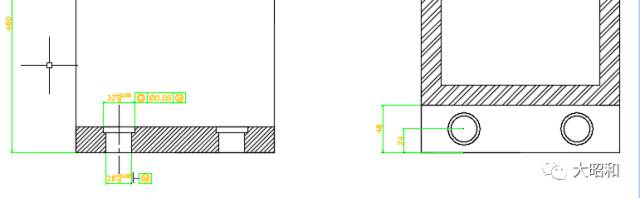
当你遇到类似图纸中D32孔需要加工时你会选用什么样的方法呢?
① 从正面加工?哎呀,刀具需要好长的悬伸。
② 从反面加工,使用T型刀走圆弧插补?一般的公差的孔还好应付,当孔公差较高时,机床的精度是否可以稳定达成呢?
③ 制作非标刀具? 货期长、价格高、品质也不稳定。。。
那么是不是有更好的反面加工方式呢? 对比以上能减少悬伸,提高了刀具刚性,提高加工效率,不依赖机床插补精度,加工精度简单控制呢?
答案是,有!
① 从正面加工?哎呀,刀具需要好长的悬伸。
② 从反面加工,使用T型刀走圆弧插补?一般的公差的孔还好应付,当孔公差较高时,机床的精度是否可以稳定达成呢?
③ 制作非标刀具? 货期长、价格高、品质也不稳定。。。
那么是不是有更好的反面加工方式呢? 对比以上能减少悬伸,提高了刀具刚性,提高加工效率,不依赖机床插补精度,加工精度简单控制呢?
答案是,有!
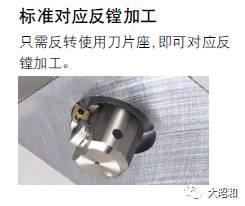
BIG大昭和生产的EWN、EWD精镗刀均可标准对应反镗,只需将刀片座反向安装即可。最小调节精度可达0.001mm/φ,轻松满足各种公差要求。
不仅仅精镗反镗,针对不同尺寸、不同精度、不同的加工方式也拥有同样丰富的产品,满足各种的加工需求:
不仅仅精镗反镗,针对不同尺寸、不同精度、不同的加工方式也拥有同样丰富的产品,满足各种的加工需求:
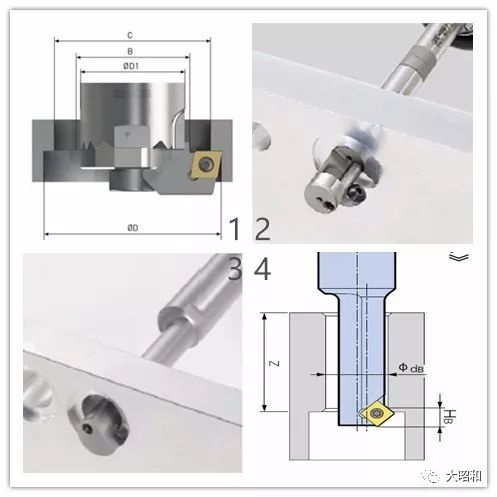
- 反镗粗加工用镗头,刀片座与本体采用精密齿状结构,刚性十足;
- 正反转开合式结构,可轻松通过一定孔径进行大范围反刮加工;
- 与带头螺栓尺寸匹配的独特设计,高效率反向加工时也可以向刀尖供冷;
- 专门针对丝锥底孔规格的设计,刀片锋利,拒绝2次毛刺。
丰富的产品选择,希望能带来一些启发,再遇到此类加工时能为您提供更多的思路。






