



















































































































































UG、MasterCAM、Cimatron等CAD/CAM软件的兴起让自动编程技术不断发展完善,作为传统手动编程的宏程序应用空间也逐步缩小,但是宏程序精炼简洁的特性让它仍然具有实用性,宏程序的编写过程体现着工程师的工艺理念。

一、什么场合会用到宏程序编程?
其实说起来宏就是用公式来加工零件,比如说椭圆,如果没有宏的话,我们要逐点算出曲线上的点,然后慢慢来用直线逼近,如果是个光洁度要求很高的工件的话,那么需要计算很多的点,可是应用了宏后,我们把椭圆公式输入到系统中然后我们给出Z坐标并且每次加一个量,那么宏就会自动算出X坐标并且进行切削, 实际上宏在程序中主要起到的是运算作用。
•手工编程加工公式曲线(计算简单,输入快捷)
•有规律的切削路径(作为一个切削模块)
•程序间的控制(程序的调度)
•刀具的管理(刀具的磨损)
•自动测量(机内测头)
•手工编程加工公式曲线(计算简单,输入快捷)
•有规律的切削路径(作为一个切削模块)
•程序间的控制(程序的调度)
•刀具的管理(刀具的磨损)
•自动测量(机内测头)
二、用户宏程序与普通程序的区别
1.在用户宏程序本体中,能使用变量,可以给变量赋值,变量间可以运算,程序可以跳转。
2.普通程序中,只能指定常量,常量之间不能运算,程序只能顺序执行,不能跳转,因此功能是固定的,不能变化。
3.用户宏功能是用户提高数控机床性能的一种特殊功能,在相类似工件的加工中巧用宏程序将起到事半功倍的效果。
2.普通程序中,只能指定常量,常量之间不能运算,程序只能顺序执行,不能跳转,因此功能是固定的,不能变化。
3.用户宏功能是用户提高数控机床性能的一种特殊功能,在相类似工件的加工中巧用宏程序将起到事半功倍的效果。
三、变量的三种类型
数控系统变量表示形式为“#”后跟1~4位数字,变量种类有三种:
1.局部变量:#1~#33是在宏程序中局部使用的变量,它用于自变量转移。
2.公用变量:用户可以自由使用,它对于由主程序调用的各子程序及各宏程序来说是可以公用的。#100~#149在关掉电源后,变量值全部被清除,而#500~#509在关掉电源后,变量值则可以保存。
3.系统变量:由后跟4位数字来定义,它能获取包含在机床处理器或NC内存中的只读或读/写信息,包括与机床处理器有关的交换参数、机床状态获取参数、加工参数等系统信息。
1.局部变量:#1~#33是在宏程序中局部使用的变量,它用于自变量转移。
2.公用变量:用户可以自由使用,它对于由主程序调用的各子程序及各宏程序来说是可以公用的。#100~#149在关掉电源后,变量值全部被清除,而#500~#509在关掉电源后,变量值则可以保存。
3.系统变量:由后跟4位数字来定义,它能获取包含在机床处理器或NC内存中的只读或读/写信息,包括与机床处理器有关的交换参数、机床状态获取参数、加工参数等系统信息。
四、宏程序的特点
宏程序可使用变量,可用变量执行相应操作;实际变量值可由宏程序指令赋给变量。
指令
1.宏程序的简单调用格式
宏程序的简单调用是指在主程序中,宏程序可以被单个程序段单次调用。
调用指令格式:
G65 P(宏程序号)L(重复次数)(变量分配)。
其中:G65―宏程序调用指令;
P(宏程序号)―被调用的宏程序代号;
L(重复次数)―宏程序重复运行的次数,重复次数为1时,可省略不写;
(变量分配)―为宏程序中使用的变量赋值。
宏程序与子程序相同的一点是,一个宏程序可被另一个宏程序调用,最多可调用4重。
2.宏程序的编写格式
宏程序的编写格式与子程序相同。其格式为:
0~(0001~8999为宏程序号)
N10 指令
N~ M99
上述宏程序内容中,除通常使用的编程指令外,还可使用变量、算术运算指令及其它控制指令。变量值在宏程序调用指令中赋给。
宏程序的简单调用是指在主程序中,宏程序可以被单个程序段单次调用。
调用指令格式:
G65 P(宏程序号)L(重复次数)(变量分配)。
其中:G65―宏程序调用指令;
P(宏程序号)―被调用的宏程序代号;
L(重复次数)―宏程序重复运行的次数,重复次数为1时,可省略不写;
(变量分配)―为宏程序中使用的变量赋值。
宏程序与子程序相同的一点是,一个宏程序可被另一个宏程序调用,最多可调用4重。
2.宏程序的编写格式
宏程序的编写格式与子程序相同。其格式为:
0~(0001~8999为宏程序号)
N10 指令
N~ M99
上述宏程序内容中,除通常使用的编程指令外,还可使用变量、算术运算指令及其它控制指令。变量值在宏程序调用指令中赋给。
五、FANUC系统宏程序应用
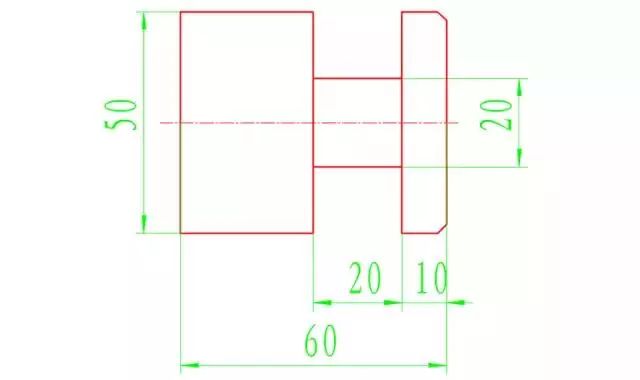
1.宏程序切槽
1)WHILE语句
G00 X52 Z2;
#2=-14;
是刀具z向的起刀点(因为刀宽为4mm,所以起刀点定在Z-14的位置)
WHILE〔#2 GE -30〕DO2;
是z方向的约束条件,当z等于-30时,z向就不再移动
G00 Z〔#2〕;
z方向的当前位置
#2=#2-2;
z方向的移动步距,每次移动2mm
#1=52;
是x方向的起刀点
WHILE〔#1 GE 20〕DO1;
X方向的约束条件,当直径等于20时就不再切削
G01 X〔#1〕F0.2;
x方向的切深
G00 X〔#1+1〕;
x方向的相对退刀量
#1=#1-1;
x方向的步距(每次切1mm)
END1;
G00 X52;
END2;
完整程序:
O1234;
G40 G97 G99;
T0101;
S1000 M3;
G00 X52 Z2;
#2=-14;
WHILE〔#2GE-30〕DO2; END1;
G00 Z〔#2〕;
#2=#2-2;
#1=52
WHILE〔#1GE20〕DO1;
G01X〔#1〕F0.2;
G00X〔#1+1〕;
#1=#1-1;
G00 X52;
END2;
G00 X150 Z150;
M30;
G00 X52 Z2;
#2=-14;
是刀具z向的起刀点(因为刀宽为4mm,所以起刀点定在Z-14的位置)
WHILE〔#2 GE -30〕DO2;
是z方向的约束条件,当z等于-30时,z向就不再移动
G00 Z〔#2〕;
z方向的当前位置
#2=#2-2;
z方向的移动步距,每次移动2mm
#1=52;
是x方向的起刀点
WHILE〔#1 GE 20〕DO1;
X方向的约束条件,当直径等于20时就不再切削
G01 X〔#1〕F0.2;
x方向的切深
G00 X〔#1+1〕;
x方向的相对退刀量
#1=#1-1;
x方向的步距(每次切1mm)
END1;
G00 X52;
END2;
完整程序:
O1234;
G40 G97 G99;
T0101;
S1000 M3;
G00 X52 Z2;
#2=-14;
WHILE〔#2GE-30〕DO2; END1;
G00 Z〔#2〕;
#2=#2-2;
#1=52
WHILE〔#1GE20〕DO1;
G01X〔#1〕F0.2;
G00X〔#1+1〕;
#1=#1-1;
G00 X52;
END2;
G00 X150 Z150;
M30;
2)IF语句
G00 X52 Z-2;
#1=-14;
是刀具的z向起刀点(刀宽为4mm)
N2 #1=#1-2;
是z方向的移动步距
#2=52;
为x方向的起刀点
N1#2=#2-1;
是x方向的步距(每次切深1mm)
G01 X〔#2〕F0.2;
X方向的当前位置
G00 X〔#2+1〕;
X方向的相对退刀量
IF 〔#2 GE 21〕GOTO1;
x方向的约束条件(当x的数值切到20时就进行下面程序,不再返回)
G00 X52;
X退刀到52的位置
G00 Z〔#1〕;
Z方向的当前位置
IF 〔#1 GE -30〕GOTO2;
Z方向的约束条件,当z等于-30时,z向就不在移动
完整程序:
O1234;
G40G97G99;
T0101;
S1000M3;
G00 X52 Z-2;
#1=-14;
N2 #1=#1-2;
#2=52;
N1#2=#2-1;
G01 X〔#2〕F0.2;
G00 X〔#2+1〕;
IF〔#2GE21〕GOTO1;
G00X52;
G00Z〔#1〕;
IF〔#1GE-30〕GOTO2;
G00X200;
Z200;
M5;
M30;
2.椭圆编程
1)椭圆WHILE语句的标准格式:
#1=a;
a :为刀具的起刀点在相对椭圆的轴线Z的正方向a mm处
WHILE〔#1 GE b〕DO1;
b: 为椭圆加工的终点在相对椭圆的轴线Z的负方向b mm处(如果加工的是一个完整的半椭圆,那a、b是数值相同符号不同的两个数值)
#2= c*SQRT〔1-#1*#1/d*d〕;
c: 椭圆的短半轴
d: 椭圆的长半轴(根据椭圆公式求#2,长半轴为d,短半轴为c,#2代表X的数值,#1为Z的数值,SQRT是开方的意思)
G01 X〔±2*#2+e〕Z〔#1±f〕;
e: 椭圆的X向轴线相对工件坐标系的偏移量(直径值)
f: 椭圆的Z向轴线相对工件坐标系的偏移量
#1=#1-1;步距(每次移动1mm)
END1;
注意事项:当车削凹椭圆时X后括号中的“±”取“﹣”;当车削凸椭圆时X后括号中的“±”取“+”。
当椭圆的X轴线向正向偏移则Z后括号中的“±”取“+”;当椭圆的X向轴线向负向偏移则Z后括号中的“±”取“﹣”
2)椭圆IF语句的标准格式
#1=a;
a: 为刀具的起刀点在相对椭圆的轴线Z的正方向a mm处
N1#2=b*SQRT〔1-#1*#1/c*c〕;
b:椭圆的短半轴c:椭圆的长半轴(根据椭圆公式X/c+ Y/b=1,SQRT是开方的意思)
G01X〔±2*#2+d〕Z〔#1±e〕F0.2; d:椭圆的X向轴线相对坐标零点的偏移量(直径值)e:椭圆的Z向轴线相对零面的偏移量
#1=#1-1;
步距(每次移动1mm)
IF〔#1 GE -f〕GOTO1
f:椭圆加工的终止
注意事项:当车削凹椭圆时X后括号中的“±”取“﹣”;当车削凸椭圆时X后括号中的“±”取“+”。当椭圆的X轴线向正向偏移则Z后括号中的“±”取“+”;当椭圆的X向轴线向负向偏移则Z后括号中的“±”取“﹣”。
a :为刀具的起刀点在相对椭圆的轴线Z的正方向a mm处
WHILE〔#1 GE b〕DO1;
b: 为椭圆加工的终点在相对椭圆的轴线Z的负方向b mm处(如果加工的是一个完整的半椭圆,那a、b是数值相同符号不同的两个数值)
#2= c*SQRT〔1-#1*#1/d*d〕;
c: 椭圆的短半轴
d: 椭圆的长半轴(根据椭圆公式求#2,长半轴为d,短半轴为c,#2代表X的数值,#1为Z的数值,SQRT是开方的意思)
G01 X〔±2*#2+e〕Z〔#1±f〕;
e: 椭圆的X向轴线相对工件坐标系的偏移量(直径值)
f: 椭圆的Z向轴线相对工件坐标系的偏移量
#1=#1-1;步距(每次移动1mm)
END1;
注意事项:当车削凹椭圆时X后括号中的“±”取“﹣”;当车削凸椭圆时X后括号中的“±”取“+”。
当椭圆的X轴线向正向偏移则Z后括号中的“±”取“+”;当椭圆的X向轴线向负向偏移则Z后括号中的“±”取“﹣”
2)椭圆IF语句的标准格式
#1=a;
a: 为刀具的起刀点在相对椭圆的轴线Z的正方向a mm处
N1#2=b*SQRT〔1-#1*#1/c*c〕;
b:椭圆的短半轴c:椭圆的长半轴(根据椭圆公式X/c+ Y/b=1,SQRT是开方的意思)
G01X〔±2*#2+d〕Z〔#1±e〕F0.2; d:椭圆的X向轴线相对坐标零点的偏移量(直径值)e:椭圆的Z向轴线相对零面的偏移量
#1=#1-1;
步距(每次移动1mm)
IF〔#1 GE -f〕GOTO1
f:椭圆加工的终止
注意事项:当车削凹椭圆时X后括号中的“±”取“﹣”;当车削凸椭圆时X后括号中的“±”取“+”。当椭圆的X轴线向正向偏移则Z后括号中的“±”取“+”;当椭圆的X向轴线向负向偏移则Z后括号中的“±”取“﹣”。
WHILE语句
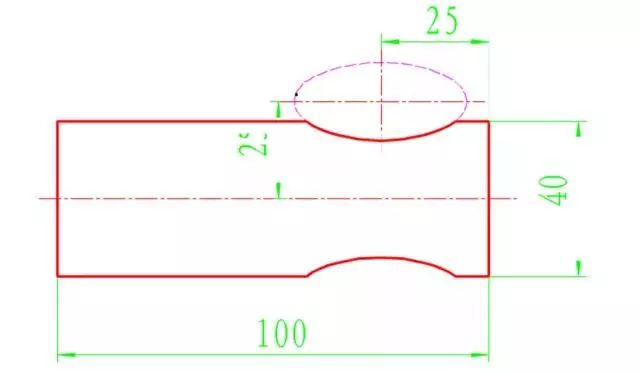
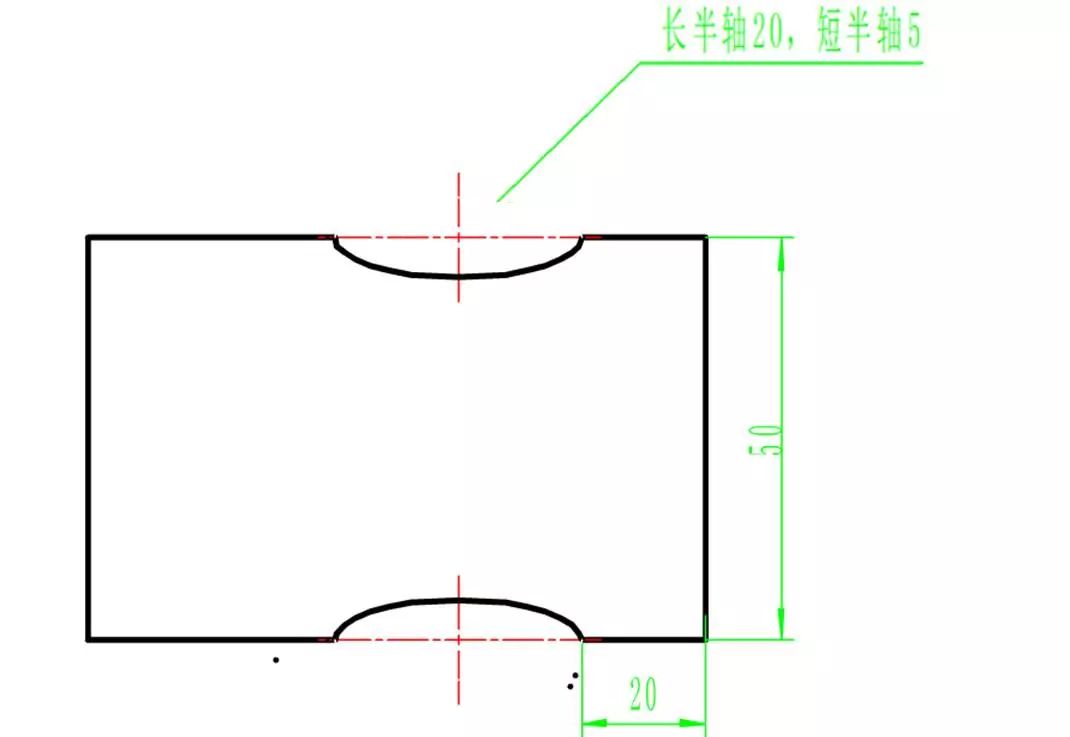
#1=20;
WHILE〔#1GE-20〕DO1;
#2=10*SQRT〔1-#1*#1/400〕;
G01X〔-2*#2+50〕Z〔#1-25〕;
#1=#1-1;
END1;
IF语句
#1=20;
N1#2=10*SQRT〔1-#1*#1/400〕;
G01X〔-2*#2+50〕Z〔#1-25〕F0.2;
#1=#1-1;
IF〔#1GE-20〕GOTO1;
完整程序
O1234;
G40G97G99;
T0101;
S1000 M3;
G00 X50 Z2;
G73 U5 R5;
G73 P10 Q20 U0.5 F0.2;
N10 G0 G42 Z-5;
#1=20;
WHILE〔#1GE-20〕DO1;
#2=10*SQRT〔1-#1*#1/400〕;
G01X〔-2*#2+50〕Z〔#1-25〕F0.2;
#1=#1-1;
END1;
G00 X50;
N20 G00 G40 Z2;
G70 P10 Q20;
G00 X200;
Z200;
M5;
M30;
IF语句完整格式省略,(IF语句也一样,只要加上循环就可以),在FANUC-0i系统中宏程序只能加在G73中。
3.抛物线的加工
1)抛物线WHILE语句的标准格式:
#1=a;
a: 为刀具的起刀点在抛物线轴线Z的方向a mm处
WHILE〔#1 GE -b〕DO1;
#1=20;
WHILE〔#1GE-20〕DO1;
#2=10*SQRT〔1-#1*#1/400〕;
G01X〔-2*#2+50〕Z〔#1-25〕;
#1=#1-1;
END1;
IF语句
#1=20;
N1#2=10*SQRT〔1-#1*#1/400〕;
G01X〔-2*#2+50〕Z〔#1-25〕F0.2;
#1=#1-1;
IF〔#1GE-20〕GOTO1;
完整程序
O1234;
G40G97G99;
T0101;
S1000 M3;
G00 X50 Z2;
G73 U5 R5;
G73 P10 Q20 U0.5 F0.2;
N10 G0 G42 Z-5;
#1=20;
WHILE〔#1GE-20〕DO1;
#2=10*SQRT〔1-#1*#1/400〕;
G01X〔-2*#2+50〕Z〔#1-25〕F0.2;
#1=#1-1;
END1;
G00 X50;
N20 G00 G40 Z2;
G70 P10 Q20;
G00 X200;
Z200;
M5;
M30;
IF语句完整格式省略,(IF语句也一样,只要加上循环就可以),在FANUC-0i系统中宏程序只能加在G73中。
3.抛物线的加工
1)抛物线WHILE语句的标准格式:
#1=a;
a: 为刀具的起刀点在抛物线轴线Z的方向a mm处
WHILE〔#1 GE -b〕DO1;
b: 为椭圆z向的加工长度
#2=SQRT〔-#1*5/3〕;
(根据抛物线公式Z=-3/5*X*X,求其中的X值,也就是#2,其中SQRT是开平方的意思)
G01 X〔±2*#2+c〕Z〔#1〕;
c: 为抛物线的X向轴线相对工件坐标系的偏移量(直径值),“±”
取“+”时为凸,取“-”时为凹#1=#1-1; 步距(每次移动1mm)
END1;
2)抛物线IF语句的标准格式
#1=a;
a: 为刀具的起刀点在抛物线轴线Z的方向a mm处
N1 #2=SQRT〔-#1*5/3〕;
(根据抛物线公式Z=-3/5*X*X,求其中的X值,也就是#2,其中SQRT是开平方的意思)
G01 X〔±2*#2+b〕Z〔#1〕;
b:为抛物线的X向轴线相对坐标零点的偏移量(直径值),“±”取“+”时为凸,取“-”时为凹
#1=#1-1;
(Z方向的步距,每次移动1mm)
IF〔#1 GE -c〕GOTO1; c:为椭圆z向的加工长度
抛物线IF语句的另一种形式
#1=a;
N1 #2=SQRT〔(+)#1*5/3〕;
“+”号可省略
G01 X〔2*#2+b〕Z〔-#1〕;
#1=#1+1;
IF〔#1 LE c〕GOTO1;
假设抛物线是向Z的正方向,再用Z〔-#1〕;把抛物线对称到负方向
#2=SQRT〔-#1*5/3〕;
(根据抛物线公式Z=-3/5*X*X,求其中的X值,也就是#2,其中SQRT是开平方的意思)
G01 X〔±2*#2+c〕Z〔#1〕;
c: 为抛物线的X向轴线相对工件坐标系的偏移量(直径值),“±”
取“+”时为凸,取“-”时为凹#1=#1-1; 步距(每次移动1mm)
END1;
2)抛物线IF语句的标准格式
#1=a;
a: 为刀具的起刀点在抛物线轴线Z的方向a mm处
N1 #2=SQRT〔-#1*5/3〕;
(根据抛物线公式Z=-3/5*X*X,求其中的X值,也就是#2,其中SQRT是开平方的意思)
G01 X〔±2*#2+b〕Z〔#1〕;
b:为抛物线的X向轴线相对坐标零点的偏移量(直径值),“±”取“+”时为凸,取“-”时为凹
#1=#1-1;
(Z方向的步距,每次移动1mm)
IF〔#1 GE -c〕GOTO1; c:为椭圆z向的加工长度
抛物线IF语句的另一种形式
#1=a;
N1 #2=SQRT〔(+)#1*5/3〕;
“+”号可省略
G01 X〔2*#2+b〕Z〔-#1〕;
#1=#1+1;
IF〔#1 LE c〕GOTO1;
假设抛物线是向Z的正方向,再用Z〔-#1〕;把抛物线对称到负方向
WHILE语句
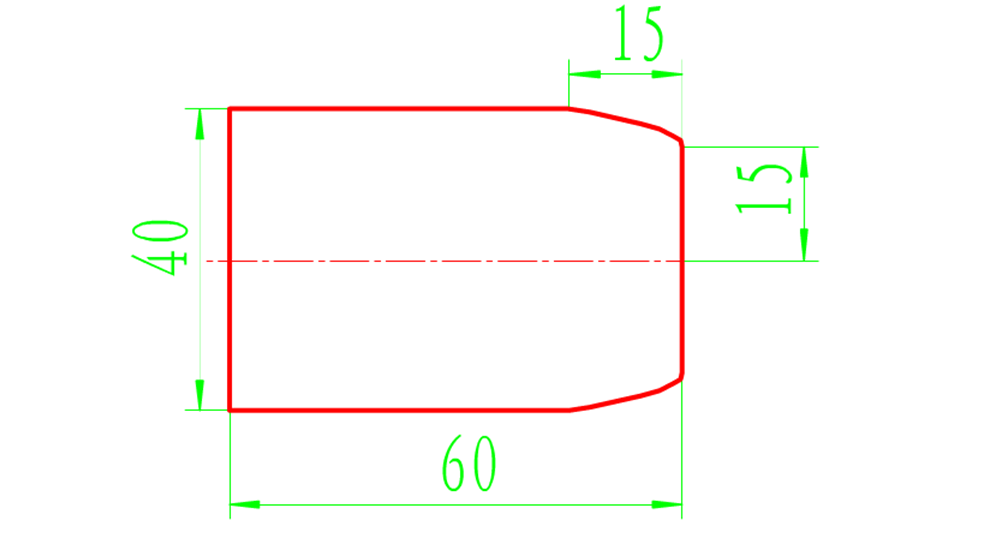
#1=0;
WHILE〔#1 GE -15〕DO1;
#2=SQRT〔-#1*5/3〕;
G01 X〔2*#2+30〕Z〔#1〕;
#1=#1-1;
END1;
IF语句
#1=0;
N1 #2=SQRT〔-#1*5/3〕;
G01X〔2*#2+30〕Z〔#1〕;
#1=#1-1;
IF〔#1 GE -15〕GOTO1;
完整程序
O1234;
G40 G97 G99;
T0101;
S1000 M3;
G00 X42 Z1;
G73 U5 R5;
G73 P10 Q20 U0.5 F0.2;
N10 G00 G42 Z0;
#1=0;
WHILE〔#1 GE -15〕DO1;
#2=SQRT〔-#1*5/3〕;
G01 X〔2*#2+30〕Z〔#1〕;
#1=#1-1;
END1;
G00 X42;
N20 G00 G40 Z2;
G70 P10 Q20;
G00 X200;
Z200;
M5;
M30;
4.WHILE语句与IF语句的区别
1)两种语句返的方向不同
WHILE语句向后返
例:WHILE〔#1 GE 20〕DO1;
G01 X〔#1〕F0.2;
假设机床执行到此句时#1=20,它会继续往下执行,执行到#1=#1-1后#1的值变为19,不再满足约束条件所以就不会返回去。(X方向切到20)
G00 X〔#1+1);
#1=#1-1;
END1;
2)IF语句向前返
例:N1 #2=#2-1;
G01X〔#2〕F0.2;假设机床执行到此句时#2=20,它会继续往下执行,执行到IF〔#2 GE 20〕GOTO1;仍然满足条件,它会继续返回到N1 #2=#2-1;而现在的X值就会变为19,不再满足约束条件,而后再执行一
G01X〔#2〕F0.2;最后就执行下面的程序(X方向已经切到19)
G00X〔#2+1);
IF〔#2 GE 20〕GOTO1;
3)从上面的切槽程序可以看出,IF语句要比WHILE语句的字数要少很多。
4)由于返回的方向不同,在加工中WHILE语句少读一句,IF语句要多读一句。
SIEMENS系统(车床)宏程序应用
说明:宏程序是用变量编程,西门子系统的变量号用R表示。
例如用普通编程方法编写的:G01X-10
用宏程序可表示为:
R1=-10
G01 X=R1
条件转移:
IF GOTOB:向后跳转
IF GOTOF:向前跳转
用普通编程方法编写的
GO1X100
用变量可表示为:
R1=0
AA:R1=R1+1
G01X=R1
IF R1<100 GOTOB AA
R1是自变量,初始值为0,R1=R1+1表示的是自变量的递增数值为1,当程序每次走过此行时,R1的值增加1,R1<100是条件式,IF R1<100 GOTOB AA此行的意思是如果自变量R1<100则程序向后跳转到标记处:AA
如果R1大于或等于100,则程序往下走。
宏程序在G90和G91模态下都可以使用,不过它们含义不同,例如;
R1=0,G90R1=R1+1,G1X=R1,此程序走完第二遍X的值是2.
R1=0,G91R1=R1+1,G1X=R1,此程序走完第二遍X的值是3. 解释:程序走完第一遍R1的值是1,走第二遍的时候R1的值是2,但是在G91模态下它是在前面的基础上走的。
1.切槽
#1=0;
WHILE〔#1 GE -15〕DO1;
#2=SQRT〔-#1*5/3〕;
G01 X〔2*#2+30〕Z〔#1〕;
#1=#1-1;
END1;
IF语句
#1=0;
N1 #2=SQRT〔-#1*5/3〕;
G01X〔2*#2+30〕Z〔#1〕;
#1=#1-1;
IF〔#1 GE -15〕GOTO1;
完整程序
O1234;
G40 G97 G99;
T0101;
S1000 M3;
G00 X42 Z1;
G73 U5 R5;
G73 P10 Q20 U0.5 F0.2;
N10 G00 G42 Z0;
#1=0;
WHILE〔#1 GE -15〕DO1;
#2=SQRT〔-#1*5/3〕;
G01 X〔2*#2+30〕Z〔#1〕;
#1=#1-1;
END1;
G00 X42;
N20 G00 G40 Z2;
G70 P10 Q20;
G00 X200;
Z200;
M5;
M30;
4.WHILE语句与IF语句的区别
1)两种语句返的方向不同
WHILE语句向后返
例:WHILE〔#1 GE 20〕DO1;
G01 X〔#1〕F0.2;
假设机床执行到此句时#1=20,它会继续往下执行,执行到#1=#1-1后#1的值变为19,不再满足约束条件所以就不会返回去。(X方向切到20)
G00 X〔#1+1);
#1=#1-1;
END1;
2)IF语句向前返
例:N1 #2=#2-1;
G01X〔#2〕F0.2;假设机床执行到此句时#2=20,它会继续往下执行,执行到IF〔#2 GE 20〕GOTO1;仍然满足条件,它会继续返回到N1 #2=#2-1;而现在的X值就会变为19,不再满足约束条件,而后再执行一
G01X〔#2〕F0.2;最后就执行下面的程序(X方向已经切到19)
G00X〔#2+1);
IF〔#2 GE 20〕GOTO1;
3)从上面的切槽程序可以看出,IF语句要比WHILE语句的字数要少很多。
4)由于返回的方向不同,在加工中WHILE语句少读一句,IF语句要多读一句。
SIEMENS系统(车床)宏程序应用
说明:宏程序是用变量编程,西门子系统的变量号用R表示。
例如用普通编程方法编写的:G01X-10
用宏程序可表示为:
R1=-10
G01 X=R1
条件转移:
IF GOTOB:向后跳转
IF GOTOF:向前跳转
用普通编程方法编写的
GO1X100
用变量可表示为:
R1=0
AA:R1=R1+1
G01X=R1
IF R1<100 GOTOB AA
R1是自变量,初始值为0,R1=R1+1表示的是自变量的递增数值为1,当程序每次走过此行时,R1的值增加1,R1<100是条件式,IF R1<100 GOTOB AA此行的意思是如果自变量R1<100则程序向后跳转到标记处:AA
如果R1大于或等于100,则程序往下走。
宏程序在G90和G91模态下都可以使用,不过它们含义不同,例如;
R1=0,G90R1=R1+1,G1X=R1,此程序走完第二遍X的值是2.
R1=0,G91R1=R1+1,G1X=R1,此程序走完第二遍X的值是3. 解释:程序走完第一遍R1的值是1,走第二遍的时候R1的值是2,但是在G91模态下它是在前面的基础上走的。
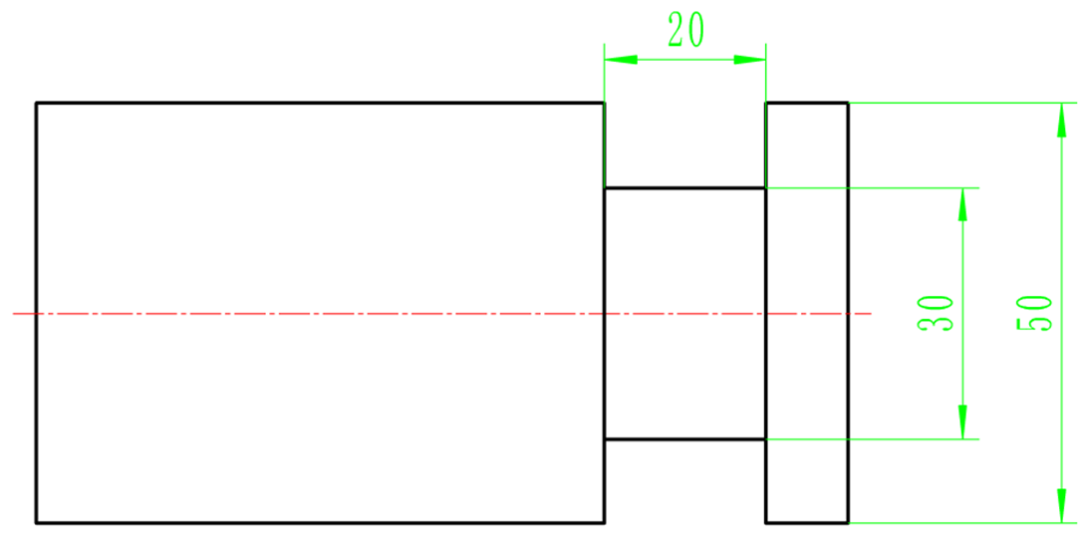
1.切槽
T1
TC
T1D1
G0G40X100Z100
M03S1000
G0X54Z2
快速到达起刀点
Z-10
R1=3
定义刀片宽度为3mm
R2=-10-R1-0.2
起刀点 为-10,对刀时以刀片左边;
对刀,所以应减去刀片的宽度,0.2为精加工余量
G1Z=R2F0.1
刀具到达Z轴起刀点
AA:R2=R2-2.5
R3=50
槽X轴起到点
BB:R3=R3-2
定义每刀切削深度为2 mm
G1X=R3
X=R3+1
每切深2mm单边退0.5mm排屑
IF R3>30+0.4 GOTOB BB
定义槽深10mm,如果R3>30mm程序向后跳转到标记处BB,0.4为精加工余量
G0X50
刀具到达X轴起刀点
G1Z=R2
IF R2>-30+0.2 GOTOB AA
定义槽宽为20mm,0.2是精加工余量
G0X50
G01Z-13
精加工
X30
Z-16
G0X50
Z-30
G01X30
Z-16
G0X50
退刀
G0X100
Z100
M05
M30
2.椭圆
1)基本格式
TC
T1D1
G0G40X100Z100
M03S1000
G0X54Z2
快速到达起刀点
Z-10
R1=3
定义刀片宽度为3mm
R2=-10-R1-0.2
起刀点 为-10,对刀时以刀片左边;
对刀,所以应减去刀片的宽度,0.2为精加工余量
G1Z=R2F0.1
刀具到达Z轴起刀点
AA:R2=R2-2.5
R3=50
槽X轴起到点
BB:R3=R3-2
定义每刀切削深度为2 mm
G1X=R3
X=R3+1
每切深2mm单边退0.5mm排屑
IF R3>30+0.4 GOTOB BB
定义槽深10mm,如果R3>30mm程序向后跳转到标记处BB,0.4为精加工余量
G0X50
刀具到达X轴起刀点
G1Z=R2
IF R2>-30+0.2 GOTOB AA
定义槽宽为20mm,0.2是精加工余量
G0X50
G01Z-13
精加工
X30
Z-16
G0X50
Z-30
G01X30
Z-16
G0X50
退刀
G0X100
Z100
M05
M30
2.椭圆
1)基本格式
R1=0
定义变量R1初始值为0
AA:R2=b×SQRT(1-R1×R1/a×a)
根据椭圆方程所得,a是椭圆的长半轴,b是椭圆短半轴,SQRT是开平方符号。
G1X=±2×R2+X Z=R1-Z
设定椭圆的位置和形状,+2为凸形,-2为凹形,X、Z分别是工件轴线和椭圆轴线的距离(直径制)。
R1=R1-1
设定加工步距
IF R1>=n GOTOB AA
如过变量R1<n,则向后跳转到标记处AA,n为Z向终点坐标。
2)编程举例:
T1D1
G0G40X100Z100
M3S1000
G0X52Z2
Z-20
CYCLE95( )
G42S1500
OO:
R1=20
AA:R2=5×SQRT(1-R1×R1/400)
G1X=-2×R2+50 Z=R1-40
R1=R1-2
IF R1>=-20 GOTOB AA
PP:X42
G0G40X100Z100
M05
M09
M30
3.抛物线
1)基本格式:
R1=0
设定变量R1的初始值为0
AA:R2=SQRT(-R1×n)
根据抛物线基本格式所得,式中SQRT为开平方符号,n是系数
G01X=2×R2+n
Z=R1
加工路径,+2是凸形,n是X轴起点数值
R1=R1-1
变量增量值为1mm
IF R1>-30 GOTOB AA
如果变量R1>-30,程序向后跳转到标记处:AA
2)编程举例:
定义变量R1初始值为0
AA:R2=b×SQRT(1-R1×R1/a×a)
根据椭圆方程所得,a是椭圆的长半轴,b是椭圆短半轴,SQRT是开平方符号。
G1X=±2×R2+X Z=R1-Z
设定椭圆的位置和形状,+2为凸形,-2为凹形,X、Z分别是工件轴线和椭圆轴线的距离(直径制)。
R1=R1-1
设定加工步距
IF R1>=n GOTOB AA
如过变量R1<n,则向后跳转到标记处AA,n为Z向终点坐标。
2)编程举例:
T1D1
G0G40X100Z100
M3S1000
G0X52Z2
Z-20
CYCLE95( )
G42S1500
OO:
R1=20
AA:R2=5×SQRT(1-R1×R1/400)
G1X=-2×R2+50 Z=R1-40
R1=R1-2
IF R1>=-20 GOTOB AA
PP:X42
G0G40X100Z100
M05
M09
M30
3.抛物线
1)基本格式:
R1=0
设定变量R1的初始值为0
AA:R2=SQRT(-R1×n)
根据抛物线基本格式所得,式中SQRT为开平方符号,n是系数
G01X=2×R2+n
Z=R1
加工路径,+2是凸形,n是X轴起点数值
R1=R1-1
变量增量值为1mm
IF R1>-30 GOTOB AA
如果变量R1>-30,程序向后跳转到标记处:AA
2)编程举例:
T1
Tc
T1D1
G0G40X100Z100
M03S1000
G0X52Z2
CYCLE95( )
G0G42
OO:
R1=0
AA:R2=SQRT(-R1×5/3)
G01X=2×R2+30 Z=R1
R1=R1-2
IF R1>-60 GOTOB AA
PP:X52
G0X100Z100
M05
M30
Tc
T1D1
G0G40X100Z100
M03S1000
G0X52Z2
CYCLE95( )
G0G42
OO:
R1=0
AA:R2=SQRT(-R1×5/3)
G01X=2×R2+30 Z=R1
R1=R1-2
IF R1>-60 GOTOB AA
PP:X52
G0X100Z100
M05
M30






