



















































































































































中国车市还在稳步增长。伴随新能源汽车的需求量增加,汽车零部件制造企业更是面临更大机遇,产品的质量、安全性、使用性都有更高要求,迫使汽车零部件加工也将面临更为严苛的挑战和残酷的筛选。BIG大昭和品牌致力于高品质、高精度、卓越的技术。刀柄作为刃具与机床的连接纽带,为越来越多的汽车零部件制造厂家所重视,是作为提效降本的重要工具。
在传统汽车变速箱壳体、新能源汽车前、后齿轮箱壳体加工时,所使用刃具诸如钻头、铣刀、铰刀自身制作有精度要求外,安装在机床主轴上,其刃尖处的偏摆越小加工孔尺寸精度、位置度精度以及加工质量也就越高。

例如在品质要求极其严苛知名电动汽车品牌的齿轮箱箱体、箱盖加工中。在包含机床主轴精度、刃具精度后,安装好的刃具仍然能够保证极其优良的静态跳动精度(刃尖部位跳动精度小于0.005),以至于在高转速下不至于偏摆劣化,获得加工精度非常高的定位销孔。

从1987年大昭和第一支具有特殊结构设计的新倍比高精度弹簧刀柄问世,其夹持精度可达4倍直径下3um以内,更是其它品牌液压刀柄、热缩刀柄都难以到达的精度。对应高速加工,BIG大昭和公司还有周身精研磨的美夹系列高精度刀柄。

2、高精度液压刀柄在加工中的应用
汽车零部件加工中铣刀、铰刀及复合刃具应用普遍。这类刀具及复合刀具安装调整除过不仅仅对于重复精度要求高,更要求刀具拆装调整方便,减少调刀调整时间。
对于液压刀柄的操作:简单使用一支六角形扳手就能够实现对于刀柄的锁紧与拆卸,同时液压刀柄本体的精度能够保证刃具重复安装,3um以内的重复安装精度误差,即使操作人员是新手,只要按照要求锁紧,无需获得难以解释的“手感”技能,就能够实现高精度的刀具安装。
汽车零部件加工中铣刀、铰刀及复合刃具应用普遍。这类刀具及复合刀具安装调整除过不仅仅对于重复精度要求高,更要求刀具拆装调整方便,减少调刀调整时间。
对于液压刀柄的操作:简单使用一支六角形扳手就能够实现对于刀柄的锁紧与拆卸,同时液压刀柄本体的精度能够保证刃具重复安装,3um以内的重复安装精度误差,即使操作人员是新手,只要按照要求锁紧,无需获得难以解释的“手感”技能,就能够实现高精度的刀具安装。

大昭和液压刀柄采用高刚性、高精度的一体化设计,可轻松装卸。。

2016年底,东京JIMTOF展会中,针对超高速机加工推出了精度更加优良的HDC-UP系列超高精度液压刀柄,实现真正的1um级别跳动,同时对于日常使用的刃具柄径要求真正达到了平民级别,刃具柄径公差满足h6级别就能够实现高精度夹持。
3、小旋风倒角刀在加工中的应用
倒角这道工艺是为了去除毛刺,所以刀片要尽可能选择锋利的刀刃以避免产生再生毛刺,为了零件装配方便,要求更高速的加工保证倒角面的光滑。
倒角这道工艺是为了去除毛刺,所以刀片要尽可能选择锋利的刀刃以避免产生再生毛刺,为了零件装配方便,要求更高速的加工保证倒角面的光滑。

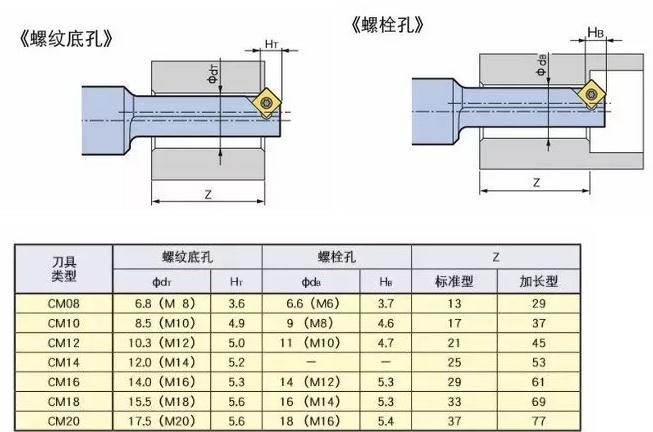
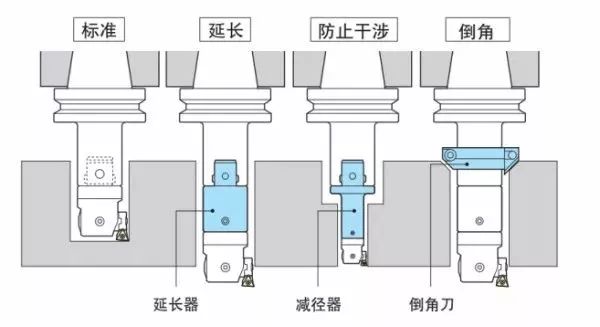
在汽车轮毂轴承单元螺纹孔正反面倒角中,BIG大昭和公司用于螺纹底孔正反面加工的单刃小旋风倒角刀能够兼顾高效率、高质量、抑制二次毛刺产生,有效的解决螺纹孔正反面加工的问题。

该类小旋风倒角刀完全按照螺纹过孔以及螺纹底孔尺寸设计,是针对螺纹过孔与螺纹孔正反面倒角最合适的加工工具。
在高质量、高效率成为不断被追求的当下,不要让倒角加工成为阻拦效率提升、成本降低的壁垒,选择合适的工具必能击破。
针对箱体类零件孔加工。BIG大昭和可靠的模块化镗刀系统,一直以来大昭和精镗刀可靠的调节精度使得尺寸调节更加准确,为客户提供可靠的尺寸调节,另尺寸调节更加准确,调试加工效率更加高效。
5、带有断屑槽的金刚石刀片在加工中的应用
铝合金高效加工中金刚石刀片的使用,由于铝合金的韧性会造成铝屑不断。缠绕在刃尖处,阻碍冷却液与刀尖接触,使得热量累计产生黏刀,影响加工表面精度。
例如在某外资阀体制作工厂,加工铝合金壳体时,采用普通金刚石刀片加工,会因为缠屑造成加工精度不良。
铝合金高效加工中金刚石刀片的使用,由于铝合金的韧性会造成铝屑不断。缠绕在刃尖处,阻碍冷却液与刀尖接触,使得热量累计产生黏刀,影响加工表面精度。
例如在某外资阀体制作工厂,加工铝合金壳体时,采用普通金刚石刀片加工,会因为缠屑造成加工精度不良。

更换带有断屑槽的金刚石刀片。

精镗用带有断屑槽的金刚石刀片不同于切削余量较大的车削加工,该品是完全针对精镗加工较小余量而开发。用于解决铝合金加工不断屑的难题。
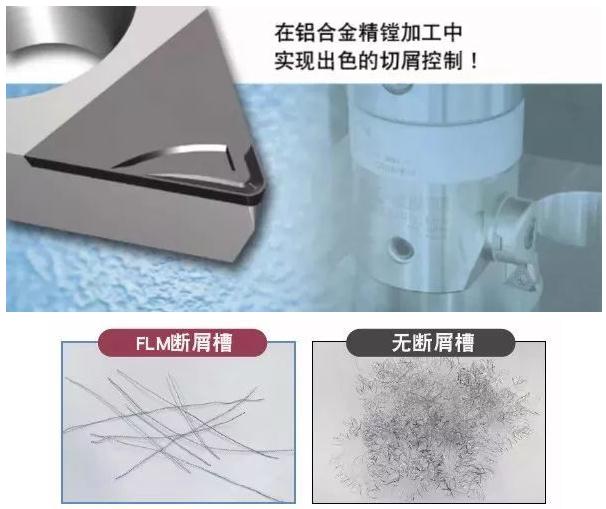
该独创的断屑槽设计,减少了因切屑导致的加工问题,可以大幅度减少切屑刮伤工件的概率,大大提高加工线速度,提高进给,为铝合金加工带来更高效的加工。
在设备、刃具愈发先进的时代,刀柄作为刃具与机床的连接纽带,它的的重要性开始凸显。BIG大昭和作为定位高品质、高精度、卓越的技术的刀柄制作工厂,期望为越来越多的汽车零部件制造厂家带来更加适用的产品。
在设备、刃具愈发先进的时代,刀柄作为刃具与机床的连接纽带,它的的重要性开始凸显。BIG大昭和作为定位高品质、高精度、卓越的技术的刀柄制作工厂,期望为越来越多的汽车零部件制造厂家带来更加适用的产品。






