



















































































































































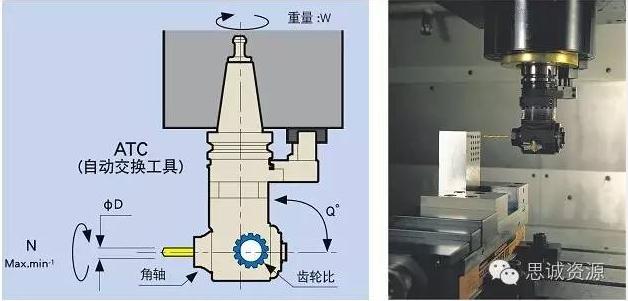
在实际加工中,角度头可以完成铣削、钻孔、攻丝、镗销等加工工序,机床安装上角度头后可以让刀具输出中心线与机床主轴中心线成特定的角度对工件进行加工,无需改变机床结构就可以极大地增大其加工范围和适应性,实现立卧转换五面加工及特定角度斜面加工,并且使一些用传统方法难以完成的加工如狭小空间深腔内加工得以实现,同时能减少工件重复装夹,提高加工精度和效率。同时角度头相当于给机床增加了一根轴,在某些大型工件不易翻转或是高精度要求的情况下,比第四轴更实用。
角度头侧铣头钻孔与攻丝解决方案
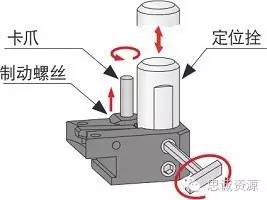
安装简单,固定座架和定位栓组合对应所有定位块。

可以照常利用主轴旁原有定位块,安装类型有直圆孔型,直槽型,锥槽型,锥孔型。没有装定位块的机床,用户可进行简单追加工的通用固定块。
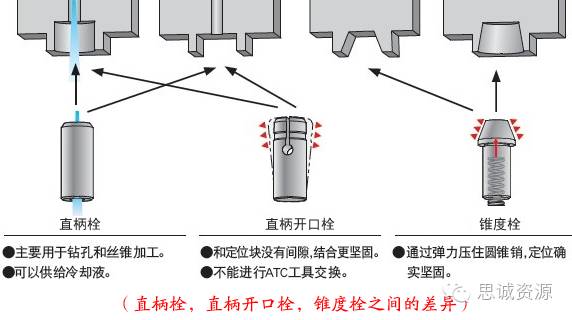
供给冷却液,使用直柄栓时,如安装冷却液导管(LOC6)可以将冷却液确切提供至刃尖。

可以调整定位拴的高度,只放松螺栓就可以简单调整栓的长度,再进行交换。也可以用内六角扳手上下转动放松螺丝,简单地调整卡爪。
| 角度头型号 | HFD12型/HFT6型 | HFD7型/HFT4型 |
|---|---|---|
| 角轴 | 钻孔用/攻丝用 | 钻孔用/攻丝用 |
| DETa-1筒夹/丝锥套筒 | D12/TA6 | D7/TA4 |
| 夹持直径 | φ2.5~φ13/M3~M12 | φ1~φ7/M2~M8 |
| 最高允许转速 | 4000 min-1 | 6000 min-1 |
| 转速比刀柄/引导轴 | 1/1 | |
| 旋转方向机械主轴/角轴 | 反转(MC编码: MO4)/正转 | |






