



















































































































































目前,三坐标测量仪所使用的夹具以组合式柔性夹具为主,该夹具由不同部件组成套装,针对不同形状、不同规格的被测零件,相互组合构成夹持机构。本文将介绍应用于三坐标机测量仪上的快速装夹和柔性定位装置设计思路。
一、应用于三坐标机测量批量产品的快速装夹装置
1、三坐标测量仪
三坐标测量机(如图1)被大量应用于现场检测,其测量精度高,能完成普通测量无法检测的尺寸,例如曲面的形位误差、空间尺寸的测量等,但测量效率相对较低。三坐标测量的基本步骤是:装夹零件、建立测量基准、编制测量程序。零件的装夹是其中的重要一环。

图1 三坐标测量机
2、快速装夹测量装置的设计
针对上述三坐标测量装夹效率低的问题,设计一套如图 2所示的快速装夹装置,主要由固定夹板、活动夹板、导向柱、铰链、弹簧、真空橡皮垫、夹紧螺母组成。
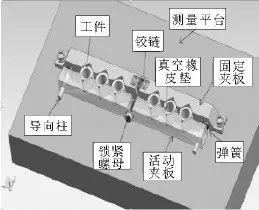
图2 三坐标机测量快速装夹装置
3、使用方法
4、 三坐标机快速装夹装置特点
二、应用于三坐标测量仪对球类工件进行定位的柔性夹具
对于球类和空间管道类等异型结构零部件的测量,现有的组合夹具大都无法对其实现有效夹持与定位。针对此类零部件在三坐标测量仪上的定位测量,在综合组合夹具优势的基础之上,设计了一种柔性定位夹具,可以实现球类零部件的有效支撑,同时可与组合夹具搭配,实现个多工位定位。
1、功能及设计要求
三坐标测量仪上一待测工件,如图 3 所示。球体直径约为80mm,现要求通过接触式测量方式测量球体直径且判断该球的表面轮廓度。三坐标测量仪在进行接触式测量时,测量接触力约为6N,被测工件仅需固定其空间姿态便可完成一般性测量工作。
1、功能及设计要求
三坐标测量仪上一待测工件,如图 3 所示。球体直径约为80mm,现要求通过接触式测量方式测量球体直径且判断该球的表面轮廓度。三坐标测量仪在进行接触式测量时,测量接触力约为6N,被测工件仅需固定其空间姿态便可完成一般性测量工作。
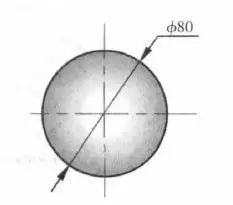
图3 球类被测工件
现考虑使用密集型多点支撑,使被测工件表面轮廓尽可能与夹具支撑部位轮廓相一致、贴合,从而起到支撑作用。而夹具支撑部分轮廓形状可以随被测工件表面轮廓的变化而改变,达到柔性夹具的要求。
2、结构设计
柔性定位夹具体结构,如图 4所示。
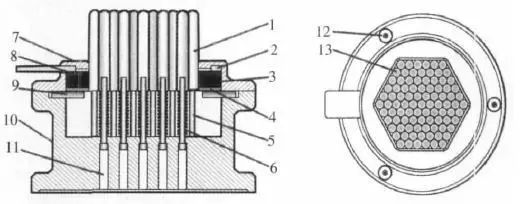
图4 柔性夹具装配图
1、13-支撑顶杆 2-推动齿环 3-锁紧齿 4-锁紧齿环 5-固定导杆 6-弹簧 7-顶盖 8-推动齿 9-夹紧环支架 10-夹具底座 11-导向孔 12-顶盖固定螺栓
夹具体为台式结构,1、13 顶杆为工件支撑部分,六边形阵列共 91 根支撑顶杆,支撑顶杆上端支撑球面,下端圆柱部分直径为准80-0.030mm;顶杆下方螺纹连接5固定导杆,导杆下端在导向孔内滑动,保证支撑顶杆做垂直方向运动,导向杆中部直径为准50-0.030mm,并与导向孔之间按H7/f6间隙配合,各导向孔之间孔心距为准8+0.2100mm;固定导杆中部安装弹簧,弹簧上端由支撑顶杆底部限制定位,弹簧下端由 10 夹具底座的上表面固定。
当球形工件放置于支撑顶杆上时,在工件自身重力作用下,固定导杆上弹簧被压缩;又由于各位置处支撑顶杆工作球面与工件曲面的接触夹角不同,所以下降高度也有所差别,最终各支撑顶杆所受重力与弹簧弹力达到平衡,使球形工件在夹具上实现定位。当夹具对球形工件实现稳定定位时,支撑顶杆阵列组上表面会形成如同工件几何外形的凹陷,凹陷轮廓与工件外形轮廓紧密贴合。该夹具工作原理及定位效果,如图 5所示。
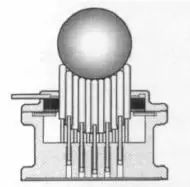
图5 夹具工作原理
夹具底座上开有准8mm通孔,可与组合式柔性夹具工作底板通过螺栓固定,同时可利用该孔安装其他组合式柔性夹具配合操作。对于球类工件,仅提供支撑面定位即可放置于三坐标测量仪工作台上进行测量等操作;但对于空间管道类工件,还需通过外部的辅助夹具对其进一步夹紧来完成定位,此时所介绍的柔性定位夹具则主要起到定位支撑作用,为辅助夹具提供锁紧支撑。
3、锁紧机构设计
如图4所示,图中2推动齿环、3锁紧齿、4锁紧齿环、8推动齿和9夹紧环支架组成夹具支撑顶杆的锁紧机构。当工件放置于支撑顶杆阵列面上时,在工件重力与弹簧弹性力的共同作用下,整个结构最终达到平衡,各支撑顶杆下降高度不再变化。如图6所示,1推动齿与2推动齿环螺栓连接(图6中省略推动齿环),2锁紧齿与3锁紧齿环也通过螺栓连接。
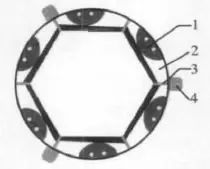
图6 夹具夹紧机构示意图
锁紧齿如图6所示围绕支撑顶杆安装在锁紧齿环圆周方向,且靠近支撑顶杆一侧有台阶式凸起,且该凸起靠圆弧端与法线的垂线有约2°的夹角;锁紧齿下侧有矩形滑块,可在锁紧齿环的法线方向滑槽内做直线运动,锁紧齿的结构,如图7所示。在松开状态下,推动齿圆弧与锁紧齿凸起台阶的倾斜面相切。
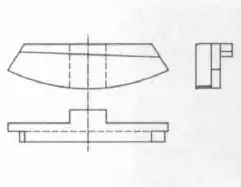
图7 锁紧齿结构
1-推动齿 2-锁紧齿 3-锁紧齿环 4-夹紧环支架
在进行支撑顶杆锁紧操作时,沿逆时针方向带动推动齿环,推动齿环带动推动齿一起作圆周运动;当推动齿连续转动时,推动齿与锁紧齿相切位置不断变换,同时将锁紧齿向夹具体中心推动;支撑顶杆阵列组在锁紧齿的夹紧力作用下产生微量形变,各支撑顶杆相互挤压,最终达到锁紧支撑顶杆的功能。夹具夹紧机构爆炸图,如图8所示。
图8 夹紧机构爆炸图
1-支架紧固螺栓 2-夹紧环支架 3-锁紧齿环 4-锁紧齿 5-推动齿 6-推动齿环 7-推动紧固螺钉
4、柔性定位夹具特点
此定位夹具对于球类零件可以根据其曲面轮廓自动调整定位结合面,使工件稳定支撑于三坐标工作台,且该夹具可与市面上现有三坐标组合式柔性夹具相互组合配套使用,提高利用价值。该夹具具有广泛的使用范围,有效保证定位可靠性,提高测量精度,提高仪器测量测量效率。
结语
快速装夹装置实现了三坐标机上批量产品的快速装夹测量,同时装置方便灵活,一致性好,大幅提高了测量效率,保证了快速测量时的精度。柔性定位夹具在综合组合夹具优势的基础之上,可以实现球类零部件的有效支撑,同时可与组合夹具搭配,实现多工位定位。两者的应用将在现有的基础上继续提高三坐标测量仪的使用效率。而其中体现出来的快速,多用性这两种思路在新型夹具设计时很具有参考价值。






