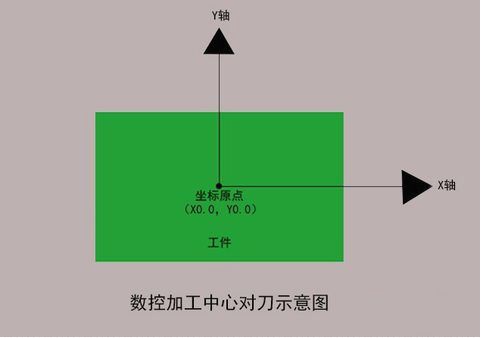
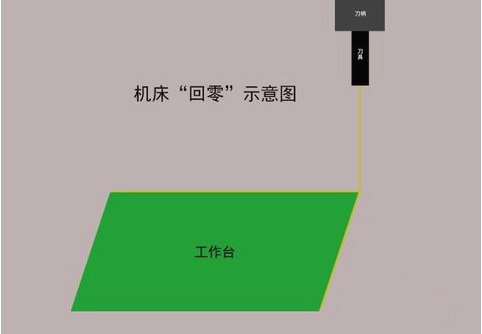
对刀之前,一定要进行回零(返回机床原点)的操作,以便于清除掉上次操作的坐标数据。注意X、Y、Z三轴都需要回零。
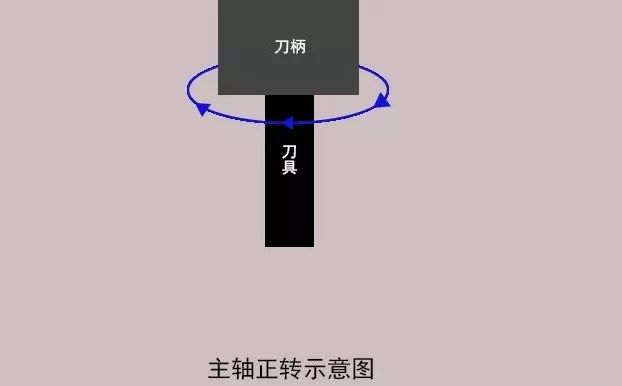
2.主轴正转
用“MDI”模式,通过输入指令代码使主轴正转,并保持中等旋转速度。然后换成“手轮”模式,通过转换调节速率进行机床移动的操作。
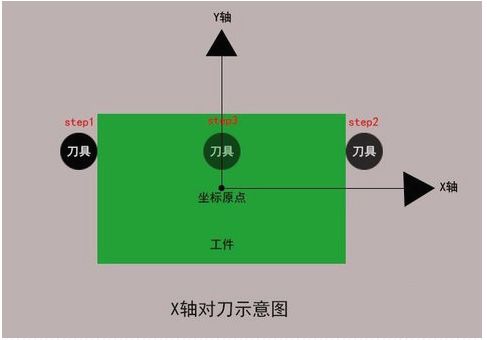
3.X向对刀
用刀具在工件的右边轻轻的碰下,将机床的相对坐标清零;将刀具沿Z向提起,再将刀具移动到工件的左边,沿Z向下到之前的同一高度,移动刀具与工件轻轻接触,将刀具提起,记下机床相对坐标的X值,将刀具移动到相对坐标X的一半上,记下机床的绝对坐标的X值、并按(INPUT)输入的坐标系中即可。
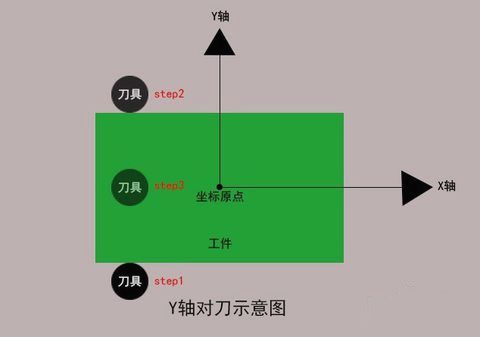
4.Y向对刀
用刀具在工件的前面轻轻的碰下,将机床的相对坐标清零;将刀具沿Z向提起,再将刀具移动到工件的后面,沿Z向下到之前的同一高度,移动刀具与工件轻轻接触,将刀具提起,记下机床相对坐标的Y值,将刀具移动到相对坐标Y的一半上,记下机床的绝对坐标的Y值、并按(INPUT)输入的坐标系中即可。
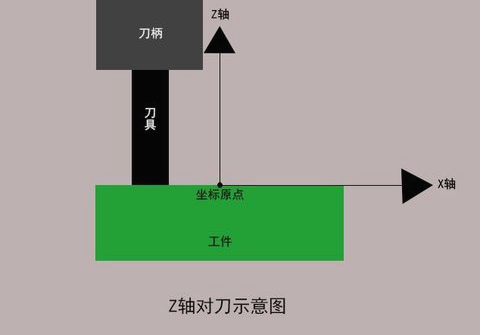
5.Z向对刀
将刀具移动到工件上要对Z向零点的面上,慢慢移动刀具至与工件上表面轻轻接触,记下此时的机床的坐标系中的Z向值,并按(INPUT)输入的坐标系中即可。
6.主轴停转
先将主轴停止转动,并把主轴移动到合适的位置,调取加工程序,准备正式加工。