



















































































































































BIG角度头系列丰富、高刚性和高精度,得到广大客户的认可。而且在多个加工领域使用过程中,逐步开发出一些特别案例。
一个制造航空部件的工厂要加工如图所示铝用结构件。在深腔内壁加工一个φ25~φ30的通孔,孔深约25mm,孔壁粗糙度低于Ra0.8,公差H8。这样就要求精加工,如精镗;干涉限制,只有采用角度头才是最经济的工艺。能否把角度头和精镗结合起来呢?
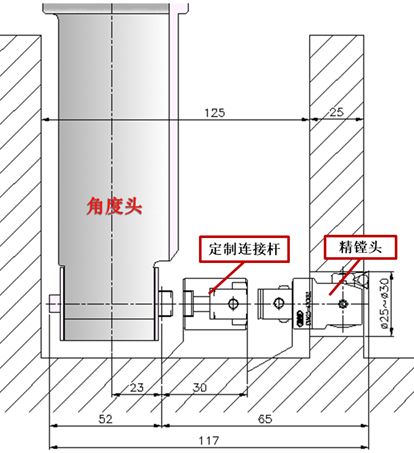
于是我们计算了腔内空间距离有限,计算后选用NBS6型角度头才不会干涉。根据机床BT50主轴选用BBT50-AG90/NBS6-305-110角度头。该角度头输出端为NBS6最大夹持6mm,要加工φ25以上的孔,采用6mm直柄刚性不足。于是,我们利用了NBS6的螺纹接口,非标制作一个一端是螺纹连接角度头,一端连接CKB精镗头的接杆。
那么就有如下组合:BBT50-AG90/NBS6-305-110 + 非标连接杆M12-CKB2-30 + 精镗头EWN25-47CKB2。
回过头来,再来从加工精度、扭矩方面来验证这样的组合是否满足加工要求。通过BIG资料可以查到该角度头输出端NBS6的跳动小于0.01mm,可以满足孔精镗尺寸精度;AG90/NBS6输出扭矩约5.3Nm,可以支持被切材料是铝合金精镗切削抗力。虽没有内冷支持,用机床自带外冷也可以满足孔深25mm的加工,不影响排屑问题。
经过实际加工,前期有镗孔圆柱度较差的现象,经过反复调整找平成功排除该故障,可以稳定生产。
注意:采用角度头加精镗头的组合必须非常谨慎。一定要在前期工作做好各种情况的核实,使用该组合的前提是精镗孔精度只是一般精度,孔不深;考虑到加工材料不是铝合金的时候一定要考虑切削抗力是否大于角度头扭矩。
那么就有如下组合:BBT50-AG90/NBS6-305-110 + 非标连接杆M12-CKB2-30 + 精镗头EWN25-47CKB2。
回过头来,再来从加工精度、扭矩方面来验证这样的组合是否满足加工要求。通过BIG资料可以查到该角度头输出端NBS6的跳动小于0.01mm,可以满足孔精镗尺寸精度;AG90/NBS6输出扭矩约5.3Nm,可以支持被切材料是铝合金精镗切削抗力。虽没有内冷支持,用机床自带外冷也可以满足孔深25mm的加工,不影响排屑问题。
经过实际加工,前期有镗孔圆柱度较差的现象,经过反复调整找平成功排除该故障,可以稳定生产。
注意:采用角度头加精镗头的组合必须非常谨慎。一定要在前期工作做好各种情况的核实,使用该组合的前提是精镗孔精度只是一般精度,孔不深;考虑到加工材料不是铝合金的时候一定要考虑切削抗力是否大于角度头扭矩。






