



















































































































































铣刀是最常用的刃具之一,夹持铣刀所用刀柄的选择也要引起重视。 以立铣刀加工为例(如下图),加工时受力方向与刃带垂直。受力分析可知,立铣刀受到轴向力和径向力,有产生掉刀(轴向力)和让刀(径向力)的风险。
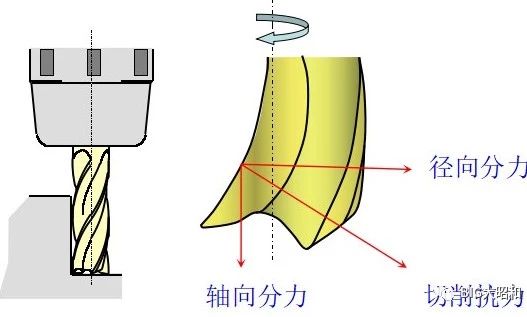
因此,避免掉刀与减少让刀是选择铣刀夹持用刀柄的重要判定准则。
一、避免掉刀:换言之,就是要加工时刀柄夹持力>刃具所受轴向分力。
如果把加工时铣刀受力比作矛,那刀柄的夹持力就是盾:夹持力不够,铣刀加工过程会被越拉越长(掉刀现象)。在夹持类刀柄中,强力铣刀柄夹持力最大,也是最常用专门夹铣刀刀柄,通常这类刀柄锁紧是依靠刀柄内径收缩变形来实现夹持的。
二、减少让刀:文章开头说到铣刀受力所产生的径向分力会造成让刀,让刀无法避免,但我们可以尽可能地减小让刀。
一、避免掉刀:换言之,就是要加工时刀柄夹持力>刃具所受轴向分力。
如果把加工时铣刀受力比作矛,那刀柄的夹持力就是盾:夹持力不够,铣刀加工过程会被越拉越长(掉刀现象)。在夹持类刀柄中,强力铣刀柄夹持力最大,也是最常用专门夹铣刀刀柄,通常这类刀柄锁紧是依靠刀柄内径收缩变形来实现夹持的。
二、减少让刀:文章开头说到铣刀受力所产生的径向分力会造成让刀,让刀无法避免,但我们可以尽可能地减小让刀。
减少让刀就是抵抗径向分力(刚性),这需要刀柄有足够的壁厚来抵抗,进而要求刀柄在没有干涉的情况下,让刀柄更加粗壮来提高有效壁厚,强力铣刀柄的壁厚也通常是最大的。(无效壁厚又是什么呢?) 所以,立铣刀最适合用强力铣刀柄夹持,因为强力铣刀柄兼具了一和二的特点。
那么强力铣刀柄是实现的呢? 众所周知,增加壁厚会造成强力铣刀柄收缩量减少,使得夹持力下降,二者实际是一对矛盾体。为了解决这一矛盾,厂家们选择在刀柄内孔壁开槽,使得增大壁厚的同时,实现大夹持力。
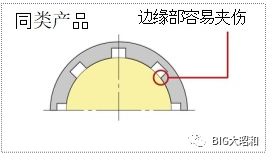
但,开槽的处理方式有很多种,下图为市面上多数品牌采用的开槽方式,这种方式存在较大弊端:开槽过宽会降低夹持面积及槽边缘易损伤刃具柄部,造成精度下滑和不可逆损伤等。
但,开槽的处理方式有很多种,下图为市面上多数品牌采用的开槽方式,这种方式存在较大弊端:开槽过宽会降低夹持面积及槽边缘易损伤刃具柄部,造成精度下滑和不可逆损伤等。
大家可以观察下在用的刀柄是何种内孔壁开槽方式?
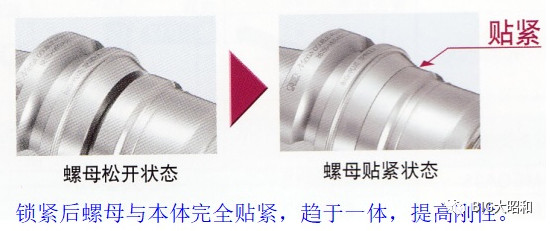
有兴趣的话,大家可以研究下BIG大昭和的强力铣刀柄,属于一种独特的狭缝设计,既保证了足够的收缩量和充足的壁厚,又能保护刃具柄部不受损伤。同时,锁紧状态时,螺母与本体趋于一体化的设计,进一步增加贴合面直径提高刚性,堪称强力铣刀柄中理想的结构。
有兴趣的话,大家可以研究下BIG大昭和的强力铣刀柄,属于一种独特的狭缝设计,既保证了足够的收缩量和充足的壁厚,又能保护刃具柄部不受损伤。同时,锁紧状态时,螺母与本体趋于一体化的设计,进一步增加贴合面直径提高刚性,堪称强力铣刀柄中理想的结构。
那么,刀柄需要多大的收缩量呢?
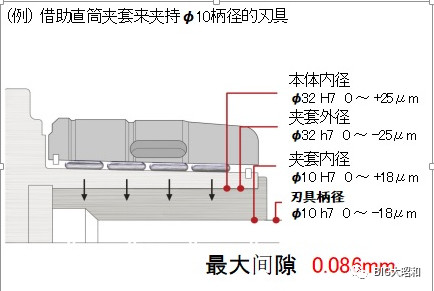
通常这类刀柄会配合夹套使用,按照孔轴7级(孔径公差H7、轴径公差h7)间隙配合,如下图中D32内孔的强力刀柄,使用变径套夹持D10刃具时,公差内最大间隙可达0.086mm。
通常这类刀柄会配合夹套使用,按照孔轴7级(孔径公差H7、轴径公差h7)间隙配合,如下图中D32内孔的强力刀柄,使用变径套夹持D10刃具时,公差内最大间隙可达0.086mm。
因此,增大收缩量和减小间隙就十分重要,首先选择收缩量足够大的刀柄,同时建议尺寸公差更小的变径套与刃具,务必确保刃具柄径比标称小于0.02mm以内。
市面上多数品牌的收缩量只有0.05mm上下,本身就有夹不住的可能性,出现掉刀也就更不足为奇了。
最后,还是再强调下跳动精度的重要性:跳动精度最影响加工效率(没有之一),也是导致刃具损耗寿命的关键因素。
总结:合理的铣刀刀柄选择可以很大程度降低掉刀意外的发生,同时可以减小让刀,保证加工质量,更能缩减工序;优异的跳动精度既能提高加工效率,更能延长刃具寿命,降低后续刃具开销(真正的提效降本)。
综上所述,立铣刀刀柄在选型时,还请各位好好斟酌。
市面上多数品牌的收缩量只有0.05mm上下,本身就有夹不住的可能性,出现掉刀也就更不足为奇了。
最后,还是再强调下跳动精度的重要性:跳动精度最影响加工效率(没有之一),也是导致刃具损耗寿命的关键因素。
总结:合理的铣刀刀柄选择可以很大程度降低掉刀意外的发生,同时可以减小让刀,保证加工质量,更能缩减工序;优异的跳动精度既能提高加工效率,更能延长刃具寿命,降低后续刃具开销(真正的提效降本)。
综上所述,立铣刀刀柄在选型时,还请各位好好斟酌。






