



















































































































































一、考虑因素
1、工件
- 分析结构特点。
- 材料是否具有良好的断屑能力。
- 生产批量-单个切槽还是批量切槽。
- 工件能否被安全夹紧。
- 排屑情况。
2、机床
- 稳定性,功率和扭矩,特别是对于较大的零部件。
- 切削液和冷却液。
- 对于长切屑材料是否需要高压冷却液来断屑。
- 换刀次数和转塔刀架内刀具数量。
- 转速限制值,是否有棒料进给器。
二、如何选择
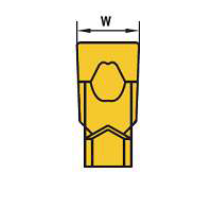
1、选择宽度
- 刀片宽度影响强度。
- 为高效切削,应选择尽可能宽的刀片。
- 断屑范围在于刀片宽度。
- 较窄的刀片宽度意味着低进给率下断屑更好。
- 更宽的刀片,强度更高的刃口,可承受更大切削力大于更大的进给速度,但刀具挠度加大,同时易产生振动。
PS:关于R角
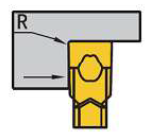
小的圆弧半径:大的侧向力
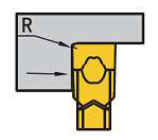
大的圆弧半径:小的侧向力
2、选择进给
- 进给区域与刀片的断屑范围。
- 最大的进给取决于刀片的宽度,以及最大承受力。
- 用太小刀尖圆弧半径的刀片进行大进给切削将缩短刀片使用寿命。
- 最大的进给量不适合于较小的刀尖半径刀具。
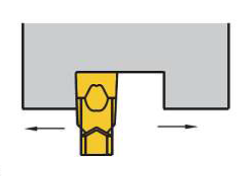
- 为了在切槽时成切屑更好,进给可以在每段小间距内中断。
3、选择切深
- 最小的切深等于刀尖圆弧半径。
- 最大的切深取决于承载能力。
- 切深取决于断屑范围。
- 切削速度较大时引起的的刀具挠度较大,而使前沿间隙加大切削速度较小时,前沿间隙和刀具挠度都很小。
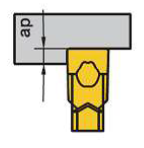
切深1
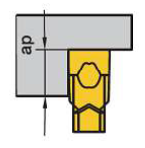
切深2






