液压刀柄 | 热缩刀柄 |
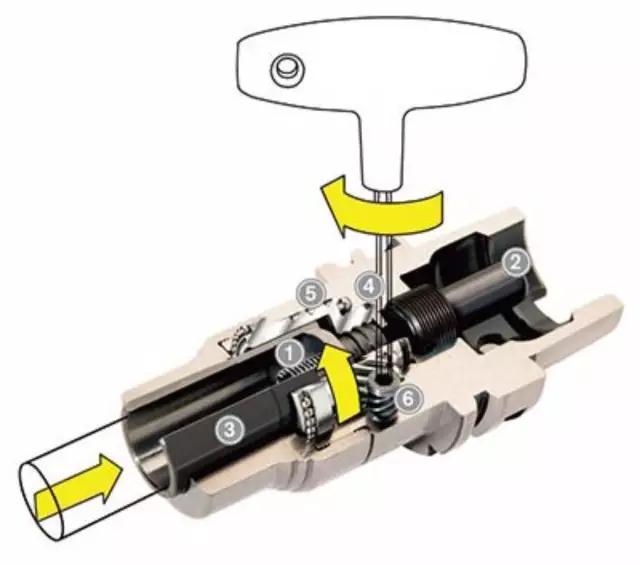
功能描述 需插入内六角扳手,拧紧螺栓,活塞推动液压介质向油腔内挤压,使刀柄的膨胀壁膨胀,抱紧刀具,实现夹持。由于油腔内的介质是液体,所受的压力是均匀的,所以在整个夹持过程中使刀具保持在刀柄的中心,保证了很好的夹持精度。 其结果是-绝对精准的夹持精度和重复精度,强大的夹持力和良好的运行稳定性。
|
功能描述 热缩式刀柄的原理是利用刀柄(特殊不锈钢)和刀具(硬质合金)的热膨胀系数之差,来强力且高精度夹紧刀具的热装系统。 |
优点 良好的夹持稳定性,易于操作,通过减径套可夹持不同直径的刀具,不需要其他的辅助安装工具。 | 优点 夹持力大,价格比较实惠,应用范围广。 |
缺点 | 缺点 需要专门的加热仪器来安装刀具,价格较高,由于整体刚性结构,在加工中容易产生振动,加工的表面质量较差,在干切削中,刀具的发热后精度和夹持力会下降。 |
| 刀柄受损后还可以修复,除非油腔爆裂。 | 刀柄受损后基本不能再修复。 |
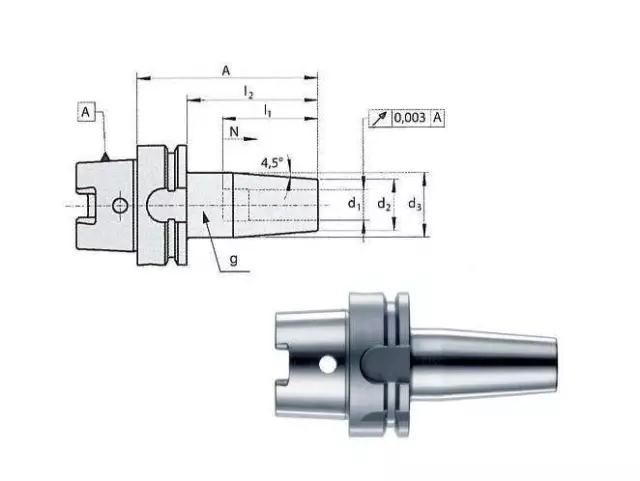
高转速和良好的回转精度,回转精度和重复夹持精度都0.003MM。 优点: 整体结构紧凑,强大的有效夹持力。刀柄的整体精度高,使刀具寿命提高4倍。 良好的运行稳定性。 有多种接口形式,能适应于多种机床。 能加工出高精度和高表面质量的 产品。 |
高回转精度,在DIN69882-8接口形式中,回转精度小于0.003MM。 |
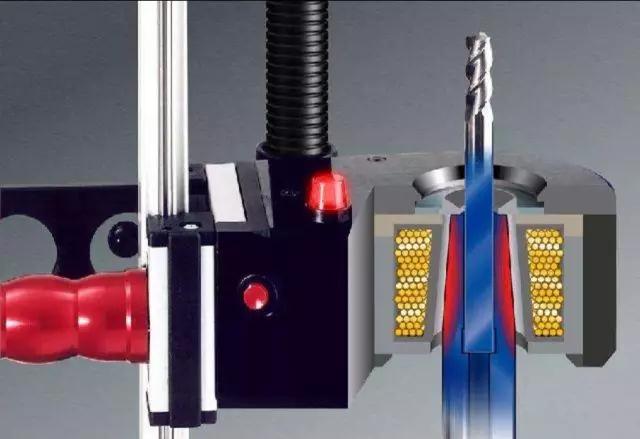
良好的阻尼减振性能,在加工过程中,通过液压油腔的阻尼特性降低了震动的产生。 优点: 没有了震动,使刀具的性能良好的发挥。 增加了刀具和刀柄的使用寿命。 明显改善了加工产品的表面质量。 |
由于刀柄和刀具的刚性接触,刀具产生的震动无法减弱,加工的产品表面质量下降,刀具寿命减短,震动严重时,刀具毁坏。 |
装刀: 方便简单,无需其它辅助备,只需一把六角扳手,拧紧加压螺栓,就完成了装刀。 优点: 无需其它辅助设备和维护。快速换刀,在几秒钟内就能完成换刀,减少停机时间,提高生产效率。 可适应大部分的生产场合,通过减径套可夹持不同直径的刀具,节约成本。 |
装刀: 要通过热涨仪加热实现。 装刀,从加热仪上取下来直到冷却,需要1.5分钟。加热仪设备需要约10.000 欧元,成本较高。 |
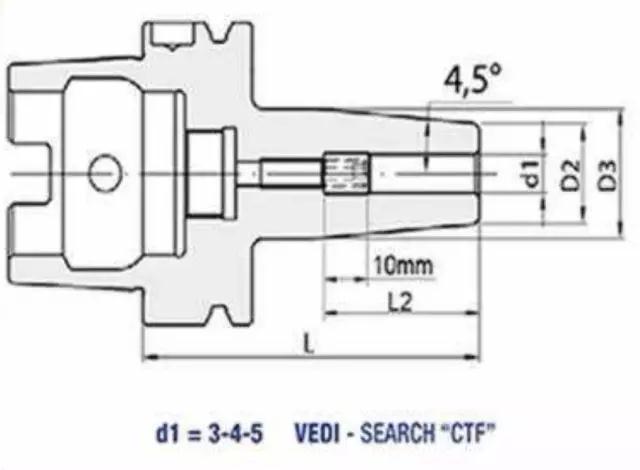
通过减径套可以让同一把刀柄夹持不同直径的刀具,减径套外径开有通水槽,可分为内冷和外冷两种。这使得你的刀柄更具灵活性和节约成本,减径套的夹持精度≤0.002MM,减径套的夹持孔范围从Ø0.8到Ø25MM。 | 只能夹持和刀柄夹持孔一致的刀具,使用上有局限性。 |
完全免维护,一个完全零维护的设备。 优点: 无污垢,刀柄表面经过处理,冷却液和铁销对刀柄无伤害。 免维护,使用寿命长。 冷却液的最大压力可达80bar。 | |
沟槽的设计-经过长期的研究,在刀柄的夹持孔面设计了环形沟槽,在装刀具的过程中,刀柄把残留在夹持孔面的油脂及杂物推至沟槽内,使得刀柄夹持面和刀具的夹持面保持干燥状态,这样就保证了刀柄扭矩的有效传递。 | |
液压刀柄延伸: 加长杆---可根据客户需要设计需要的夹持长度。液压加长杆是一种创新的产物,在特定的场合,由于刀柄或刀具太短,和机器或工件之间存在干涉,那么液压加长杆就能解决这个问题,根据客户需求,它可以装在任何一款和它被夹持端尺寸相匹配的刀柄上,现在已成功应用于高精加工中存在干涉的场合。 但由于整体结构的特殊性,很难做到非常小的外径。 | 热缩刀柄延伸: 热缩刀柄在实际加工中也会采用加长杆的形式,但极不稳定。其夹持孔越小越不稳定。 |
| 预先刀具长度调整: 液压刀柄带有轴向调节长度和侧面调节长度的功能,根据现场需要,调整装刀长度,使用方便。只需旋转调整螺栓就能实现调整。 | 预先刀具长度调整: 在装刀时目测调整,等装好后再测量长度,会发现有一定偏差,需要再加热重装,很消耗时间和耗费资源。 |