



















































































































































在镗孔加工中,排屑断屑问题往往是大家比较头疼的问题之一,镗刀选择的合理与否,除了直接影响到加工效率和加工精度,也会对排屑有较大影响。往往出现排屑断屑问题大家会在刀片槽型、加工参数上想办法,其实刀柄自身也可以提供较好的解决方案。
一、粗镗
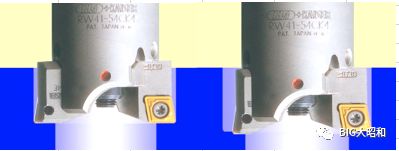
1、通孔、盲孔时:通孔时,排铁屑比较畅通,一般优先考虑刚性问题,选择直径偏大的刀柄较好,不容易出现振刀,可以有效提高加工效率和质量。

盲孔时,若刀杆与孔壁间隙过小,会导致因排屑不通畅,进而引发易卡屑,刀片崩损、振刀、光洁度差等问题,十分影响加工效率、成本、质量。这种情况宁可牺牲一些刚性也需优先考虑排铁屑问题。选择直径更小的刀杆加工,可增大排屑空间,对应排屑导致的问题。(如上图右)。
2. 段差切削和平衡切削:通常使用平衡切削,可以高进给加工,效率高。
(平衡切削) (段差切削)
当遇到加工的余量较大、底孔偏心、断屑不好等这些情况时,可选择段差切削(上图右):增大容屑排屑空间的同时,有效解决分两刀镗的问题,节省了刀具费用,大幅提升效率。
二、精镗
精镗刀的选型时同样也要考虑刚性和排铁屑空间问题。
精镗刀的选型时同样也要考虑刚性和排铁屑空间问题。
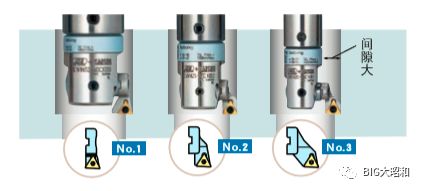
上图中,同一个孔有三种方案选择,排铁屑不畅的情况也可以选择相对小一号的刀杆配合大一号的刀片座,确保精加工时有足够的排屑空间,提高孔加工的精度及稳定性。
以上是常见的解决排屑问题的方案之一,由于不同品牌的镗刀其产品系列丰富程度不同,对应问题解决方案的可选余地也不同,供大家参考。在实际应用上,需对加工内容、工件材质、产品要求、加工效率、综合成本等全盘考虑,选择适合自己的方案。
以上是常见的解决排屑问题的方案之一,由于不同品牌的镗刀其产品系列丰富程度不同,对应问题解决方案的可选余地也不同,供大家参考。在实际应用上,需对加工内容、工件材质、产品要求、加工效率、综合成本等全盘考虑,选择适合自己的方案。






