



















































































































































1、工件尺寸
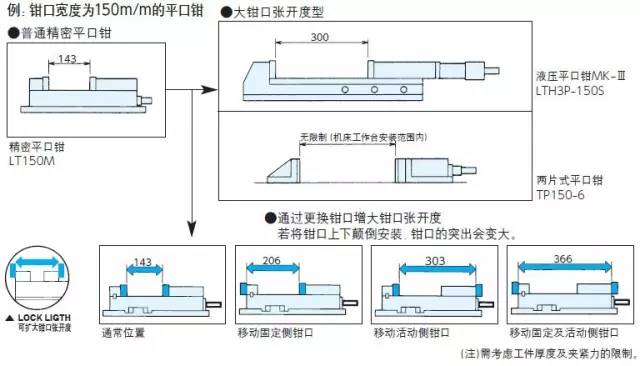
1)根据“钳口张开度”进行选择:
应选择钳口张开度足以夹持工件的平口钳。普通精密平口钳的钳口张开度与钳口宽度相同。但根据机型不同,还备有“大钳口张开度型”以及通过更换钳口实现的“钳口张开度增大型”。
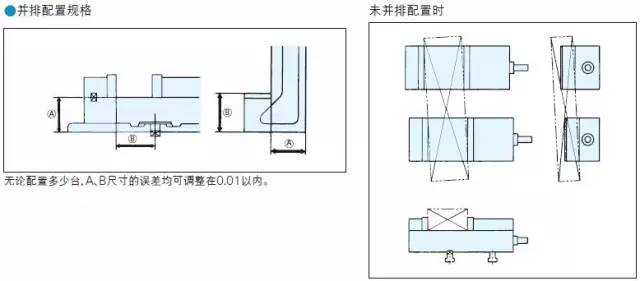
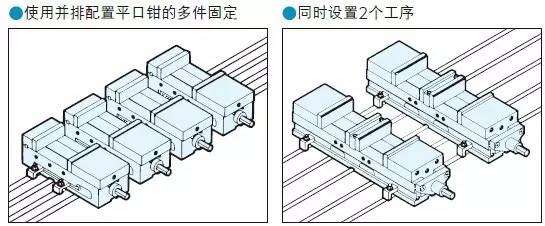
工件长度大大超过钳口宽度时(长工件等),加工中可能会发生工件振动(颤动)或工件脱落。应选择钳口宽度适合工件的平口钳。对于长工件,使用并排配置规格品(无论配置多少台,至平口钳滑动面的高度(A)及钳口行程(B)的误差均可调整在0.01以内)较为方便。
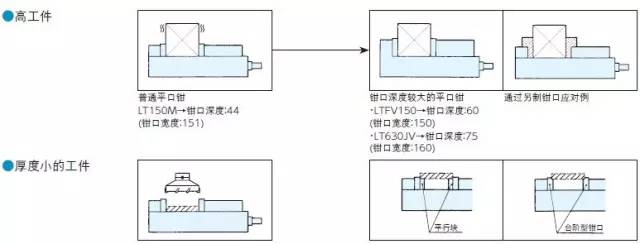
3)根据“钳口深度”进行选择:
工件高度大大超过钳口的高度(钳口深度)时,与长工件一样,也可能会发生工件颤动、脱落。另外,对厚度小的工件进行顶面加工时,刀具与钳口可能会产生冲突。钳口深度也是选择平口钳的要点,但也可通过附件(特别附属品)或另制钳口应对。
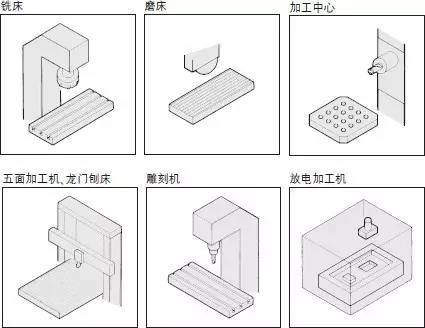
1)根据“加工机床的种类”进行选择:
应选择与加工机床相匹配的平口钳。可根据所使用的机床选择思诚资源的平口钳系列。
2)根据“加工方向(螺杆方向)”进行选择:
加工中心根据立式、卧式的不同,生产方法及平口钳的安装方法等可能会有所差异。
需考虑各自适用的机型及使用方法。尤其是卧式加工中心,平口钳的使用方法多种多样。

3)根据“加工方法(工序)”进行选择:
工件的设置方法根据批量生产、非批量生产、工序数、加工条件、加工机床等的不同而异。
若选择适合加工方法的平口钳,可提高效率。
4)“考虑加工精度”进行选择:
随着加工机床的高精度化、加工要求精度的高水准化,作为加工夹具的精密平口钳也必须实现高精度化。选择高精度的精密平口钳时,应遵循以下5项要点。
1. 可牢靠夹紧工件。应具有充足的夹紧力。
2. 平口钳自身精度高。
3. 夹紧时工件不会上浮。
4. 采用强力夹紧时也不会变形的结构及材质。
5. 可长期保持高精度。






