1、工件的材质:
A:铝、铜等材质,可选气动。
B:铸铁、钢等材质,可选液压。
2、工件的精度要求:
可选20秒、15秒、10秒、5秒、1秒
3、工件的形状及尺寸:
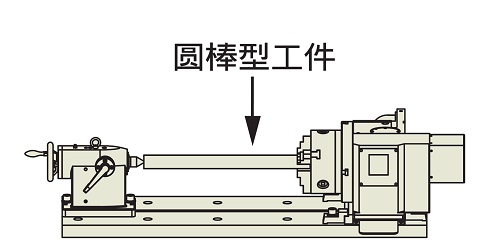
A:如是圆棒型,则需加购三爪卡盘及顶针尾座(如①示意图)在选用三爪卡盘时,卡盘的外径不要大于盘面直径。
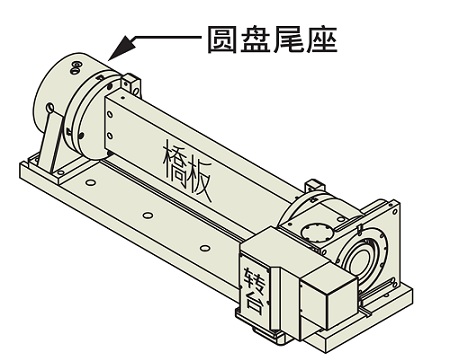
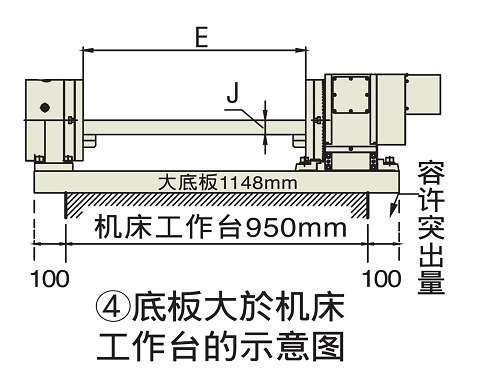
B:如是奇型异状,且一次要加工2个以上的工件,则需加购圆盘尾座(如②示意图)另,L型块、大底板、中板(过桥板)可请夹具商制作。
在使用过桥板时,过桥板的宽度尺寸尽量不要大于盘面直径。
4、可承受负载:
先确认分度盘可承受工件的负载,再确认机床可承受的总负载,再将预选的分度盘、尾座、L型块、中板(过桥板)、大底板、工件、夹具等重量合计,如果超重则先判断工件的材质如是铝合金或其他轻材料,只是形状支节过长,活动旋径需求过大,造成必需选择大型分度盘,则此时可将分度盘改选小一号的,再另加垫高块即可减重,且价格也较低又能满足工件的活动旋径。
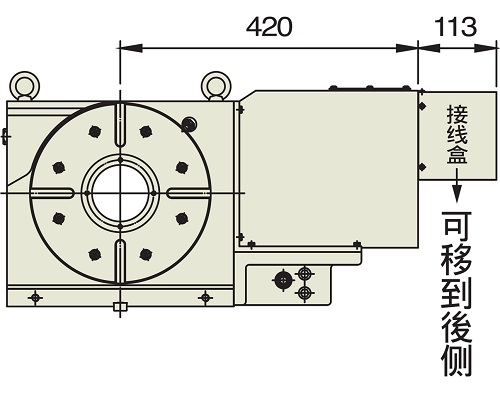
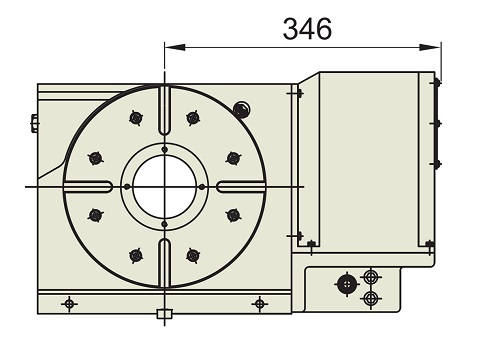
5、确认Y轴方向的干涉:
先确认预选的分度盘放在机床工作台上是否有干涉?请先将立加机Y轴移到原点后测量工作台中心槽到机床移门钣金处的尺寸【如还有450mm】,则再查核分度盘的盘面中心线到电机罩尾端(不含接线盒)的尺寸,(如③示意图)则分度盘确定不会撞到移门钣金。
6、确认放置工件的可用空间
需先确认机床工作台长度
7、注意事项
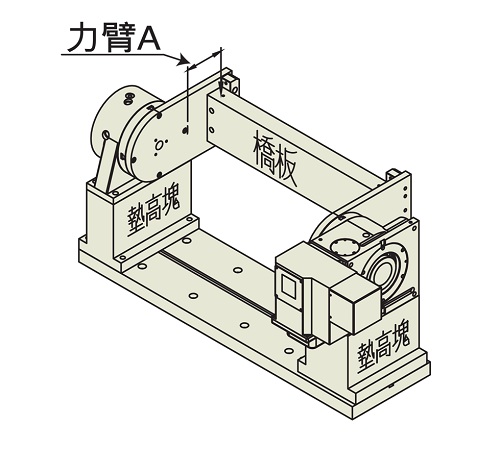
凡购买分度盘+圆盘尾座,且要设计搭配摇篮式夹具(如⑤示意图)时,因力臂(A)这段已超出盘面(垫高块越高,力臂A越长,越不合机械常识的负载)造成偏心加工时,会严重磨损蜗轮。
8、所谓预留第四轴的接口:
就是除了如下图所示:①分度盘②第四轴的电机③有护套的动信线④无护套的动信线⑤第四轴的驱动器。除了这五个大硬件(如⑥示意图)之外,机床上必须为第四轴做预留的各个小硬件或PLC软件都称为预留第四轴接口。
(A)如果机床有那些预留第四轴的接口,则事后何时想追加同系统的第四轴做(四轴联动)时,皆可随心欲。
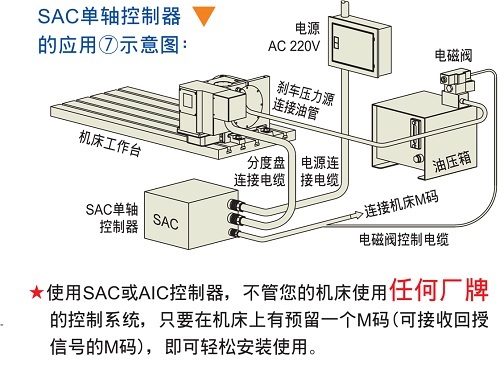
(B)如果机床无那些预留第四轴的接口,但事后想追加第四轴则可选用SAC单轴控制器(如⑦示意图),但这个单轴控制系统不能与机床的X、Y、Z三轴的任一轴联动只能第四轴动完,另三轴再动。切记!
★使用SAC或AIC控制器,不管您 的机床使用任何品牌的控制系统,只要在机床上有预留一个M码(可接收回授信号的M码),即可轻松安装使用。
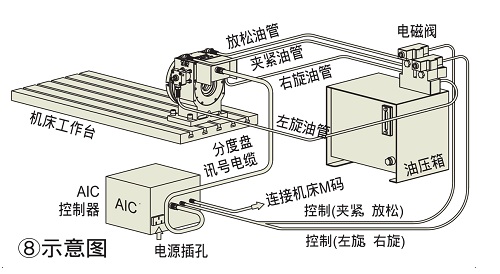
9、AIC液压控制器的应用⑧示意图:
优点:分割精度±5秒,因无数控系统,故整套费用较低。
缺点:不能与任意三轴联动,只能2、4、8、12、24固定等份分度。
备注:如不购买AIC液压控制器,则可自行编写等分专用的PLC。