



















































































































































摘要:螺纹孔加工目前主要采用两种方式:丝锥攻螺纹和螺纹铣削。传统的螺纹加工方式采用丝锥攻螺纹,在现代的螺纹加工中,已逐步采用螺纹铣削方式替代传统加工方式。本文对两种加工方式进行介绍和对比,以便在实际加工和生产中选择最佳的加工方法,节约资源,减少浪费。
1.传统的螺纹加工方式
丝锥是加工中、小尺寸内螺纹的刀具,沿轴向开有沟槽。它结构简单,使用方便,既可手工操作,也可以在机床上工作,在生产中应用非常广泛。对于小尺寸的内 螺纹来说,丝维几乎是唯一的加工刀具。攻螺纹属于比较困难的加工工序,因为丝锥几乎是被埋在工件中进行切削,其每齿的加工负荷比其他刀具都要大,并且丝锥 沿着螺纹与工件接触面非常大,切削螺纹时它必须容纳并排除切屑。丝锥根据形状分为直槽丝锥、螺旋槽丝锥和螺尖丝锥(先端丝锥)。
(1)直槽丝锥的特点及应用。直槽丝锥如图1所示,其一般用于碳素钢、合金钢及非铁金属。其特点是通用性最强,通孔或不通孔、有色金属或黑色金属均可加工,价格也最便宜。其刃部强度好, 修磨容易,加工时切削转矩较大,断屑、排屑能力较差;切削锥部分可以有2、4及6牙,短锥用于不通孔,长锥用于通孔。只要底孔足够深,就应尽量选用切削锥 长一些的,这样分担切削负荷的齿多一些,使用寿命也长一些。

(2)螺旋槽丝锥的特点及应用。螺 旋槽丝锥如图2所示,其比较适合加工不通孔螺纹,加工时切屑向后排出。由于螺旋角的缘故,丝锥实际切削前角会随螺旋角增大而加大。加工黑色金属丝锥,螺旋 角选小值,一般在30o左右,保证螺旋齿的强度;加工有色金属丝锥,螺旋角选大值,可在45o左右,切削锋利一些。其特点是螺旋槽丝锥成螺旋形,螺旋丝锥 在攻螺纹时,以其螺旋槽的上升旋转作用能轻易地把切屑排出孔外,以免切屑残留或堵塞于沟槽内,而造成丝锥折断,刃部崩裂,因此能延长丝锥的寿命并能加工出 最高精度的螺纹,切削速度可较直槽丝锥提高30%~50%,且一般用一支丝锥就能完成螺纹孔的加工。

(3)螺尖丝锥的特点及应用。螺 尖丝锥如图3所示,其加工有色金属、不锈钢及黑色金属效果很好,通孔螺纹应优先采用螺尖丝锥。其特点是螺尖丝锥的心部尺寸设计比较大,强度较好,可承受较 大的切削力。因前端锋刃槽部有特殊的枪膛刃槽设计,所以排屑容易,扭力小、精度稳定,使丝锥寿命更长。由于螺尖丝锥具有旋转排出切屑的功能,除可保持沟槽 的清洁从而减少切削时的抗力外,还能避免切屑堵塞而造成丝锥的损害,因此螺尖丝锥可采用比一般的手用丝锥更快的速度来切削高精密的螺纹。加工螺纹时切屑向前排出。

(1)螺纹铣削的特点及应用。作为一种新型的螺纹加工工艺,螺纹铣削与攻螺纹相比有着独有的优势和更广泛、灵活的使用方式及应用场合。具体如下:①加工效率高。②表面质量及尺寸精度高。③稳定性好,安全可靠。④应用范围广。
螺纹铣削是一种用途广泛的、新型的先进加工技术,但是它也有局限性:①需要使用三轴联动的数控机床。②尽管在批量加工中它的成本比丝锥更低,但单个的螺纹铣刀比丝锥昂贵。③螺纹铣削的程序编制比较麻烦,这也是限制其大范围应用的重要因素之一。
(2)螺纹铣刀的选用。随 着数控机床的普及,螺纹铣削加工技术在机械制造业的应用越来越多。螺纹铣削是通过数控机床的三轴联动,利用螺纹铣刀进行螺旋插补铣削而形成螺纹,刀具在水 平面上每作一周圆周运动,在垂直面内则直线移动一个螺距。目前使用的各种螺纹铣削刀具种类很多,几种常见的螺纹铣刀特点如下。
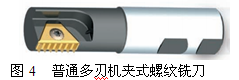
普通机夹式螺纹铣刀。机夹式螺纹铣刀主要用于铣削较大直径的内螺纹,也可铣削外螺纹。由于该刀片易于制造,价格较低,但抗冲击性能较整体螺纹铣刀稍差。 因此,该刀具常推荐用于加工铝合金材料,其结构与普通机夹式铣刀类似,由可重复使用刀杆和可方便更换的刀片组成。在选择机夹式螺纹铣刀时,应根据被加工螺 纹的直径、深度和工件材料等因素,尽量选用直径较大的刀杆和适当刀片的材质。普通多刃机夹式螺纹铣刀如图4所示。
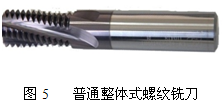
普通整体式螺纹铣刀。整体式螺纹铣刀如图5所示,大多采用整体硬质合金材料制造,有些还采用了涂层。整体式螺纹铣刀结构紧凑,比较适合加工中、小直径的 螺纹,也有用于加工锥螺纹的整体式螺纹铣刀。此类刀具刚性较好,特别是带螺旋槽的整体式螺纹铣刀,在加工高硬度材料时可有效降低切削负荷,提高加工效率。 整体式螺纹铣刀的切削刃上布满螺纹加工齿,沿螺旋线加工一周即可完成整个螺纹加工,无需像机夹式刀具那样分层加工,因此加工效率较高,但价格也相对较贵。 该类丝锥常用于中小直径螺纹的加工。
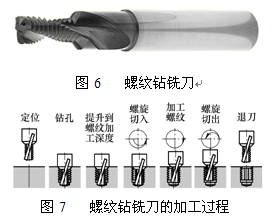
螺纹钻铣刀。螺纹钻铣刀(见图6)由整体硬质合金制成,是一种中小直径内螺纹高效加工刀具。螺纹钻铣刀可一次完成钻螺纹底孔、孔口倒角和内螺纹加工,减少了刀具使用数量。但这种刀具的缺点是通用性差,价格也比较昂贵。该刀具由头部的钻削部分、中间的螺纹铣削部分及切削刃根部的倒角刃三部分组成。钻削部分 直径就是刀具所能加工螺纹的底径。螺纹加工过程如图7所示。受钻削部分直径的限制,一把螺纹钻铣刀只能加工一种规格的内螺纹。在选用螺纹钻铣刀时,不但要 考虑被加工螺纹孔规格,还应注意刀具有效加工长度与被加工孔深度的匹配,否则不能实现倒角功能。
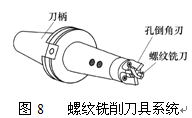
螺纹铣削刀具系统。系统通用性与高效性是螺纹铣刀的一个突出矛盾,一些具有复合功能的刀具(如螺纹钻铣刀)加工效率高但通用性较差,而通用性好的刀具效 率往往又不高。为解决这一问题,开发了模块化的螺纹铣削刀具系统(见图8),该刀具统一由刀柄、锪孔倒角刃及通用螺纹铣刀组成,可根据加工要求选择不同类 型的锪孔倒角刃和螺纹铣刀。这种刀具系统通用性好,加工效率高,但刀具成本较高。
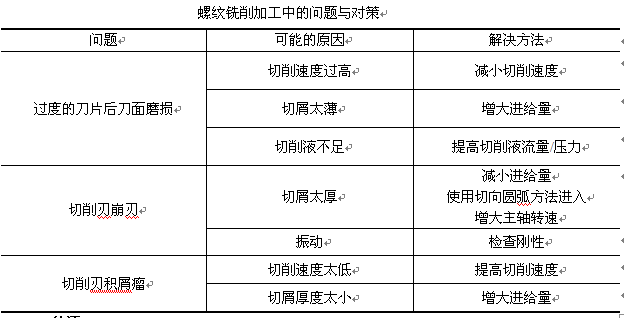
(3)螺纹铣削问题与解决方案。螺纹铣刀和其他铣刀一样,在铣削加工过程中会遇到刀片磨损、崩刃及积屑瘤等现象,附表为螺纹铣削加工中常见的几个问题及相应的解决方案。
本文基于螺纹孔加工的两种加工方式来对加工螺纹时刀具的选用进行分析,主要介绍了每种螺纹孔加工刀具的特点、刀具的性能以及适用的场合。传统加工和现代 加工螺纹的两种方式各有优缺点。传统的螺纹加工方式虽然精度低、刀具易磨损,但是实用性高;现代的螺纹加工方式表面质量和精度高,但加工成本昂贵、数控编程繁琐,在实际生产和加工中应该综合考虑,从工艺性、使用性及经济性等多方面进行优选,从而提高加工效率,降低成本,制造出优质、精度高的螺纹孔。






