



















































































































































表面光洁度,又称表面粗糙度,是镗孔加工的重要质量指标之一。它对零件的配合稳定性、耐磨性、疲劳强度、密封性、接触刚性等等都会影响。所以,有些场合的零件的光洁度要求非常高,在精镗加工中,也常常遇到此类问题。遇到此类情况,往往大家选择调整切削参数来解决。
下面我们从切削参数方面入手,看看它是如何改变表面光洁度的。首先,我们了解下粗糙度的概念。表面粗糙度:指加工后零件的微小峰谷高低程度和间距的状况。
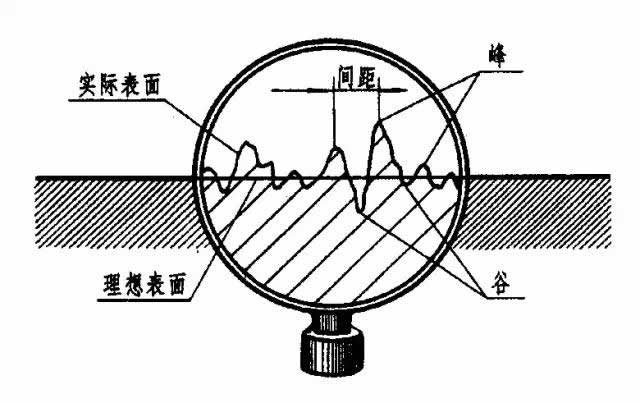
表示方法:主要有轮廓算术平均偏差Ra,轮廓最大高度Rz。一般优先选用Ra,因为它反映表面粗糙度特性的信息量大,且容易测量。
在正常加工时、表面光洁度主要与进给及刀尖半径有直接关系,有理论公式可推导。

通过公式可以看出,要提高表面光洁度,再不发振刀的情况下,有两种方式:
①降低每转进给量。
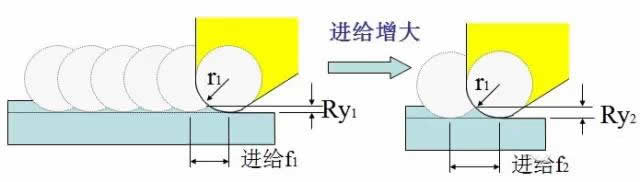
如图,进给的增大后(f2>f1),可以看到加工后的工件表面的波峰更高了(Ry2>Ry1),波峰谷的间距更大了,即粗糙度变差了。
因此,在刀尖半径不变的情况下,减小每转进给量,可提高光洁度。
②使用刀尖半径较大的刀片
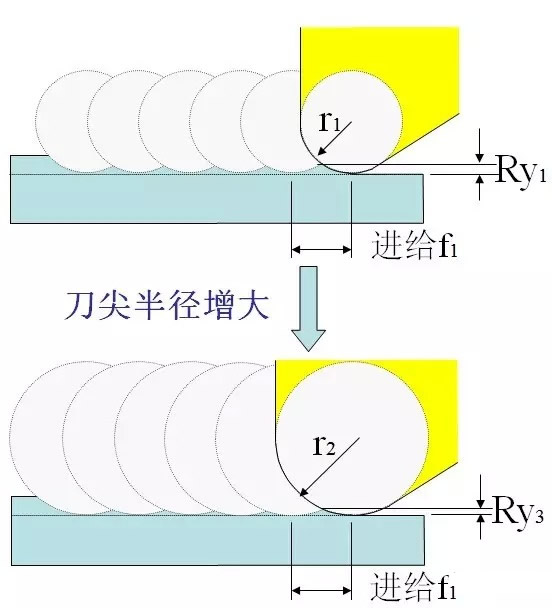
如图,刀尖半径增大后(r2>r1),可以看到加工的工件表面的波峰更低了(Ry3<Ry1),波峰谷的间距不变,即光洁度提高了。
但是,调整切削参数的方法是把双刃剑,也会带来不利的一面。
譬如减低进给f,会导致加工效率降低,这是很多用户不愿意看到的。
而增加刀尖半径,也会导致切削抗力增大,有可能导致振刀,需要增加刀柄刚性,或选用防振刀柄。如在2015北京国际机床展上,BIG大昭和推出的斯玛特防振镗刀,标准品可以做到8~9倍长径比,防振效果令人印象深刻。
另外,由于表面粗糙度并非单一因素形成的。
譬如加工方法和工件材料的不同,被加工表面留下痕迹的深浅、疏密、形状和纹理都有差别。
再譬如,加工过程中刀具与零件表面间的摩擦、切屑分离时表面层金属的塑性变形以及工艺系统中的振动等等,都会影响粗糙度。
因此,改变切削参数并不是万能的。通常精镗光洁度可到达到的合理区间在Ra0.8~Ra1.6。建议大家根据工件图纸的要求,选择合理的工艺,选择合理的切削参数。






