



















































































































































FANUC数控系统加工中心的操作
VPl050型加工中心是一台龙门结构立式加工中心,配置FANUC O—M数控系统,刀库容量为24把,可实现3轴联动控制,工件一次装夹后可自动完成铣、镗、钻、铰、锪、攻螺纹等多道工序的加工。适用于各种中、小型机床零件和具有复杂型腔的模具零件的加工。加工中心的各种功能是通过操作控制面板来实现的。控制面板分为数控系统操作面板(CRT/MDI面板)、机械操作面板和刀库手动操作面板。
1.FANUC 0一M数控系统操作面板(CRT/MDI面板)
CRT/MDI面板由显示屏和键盘组成,可进行人与数控系统间的对话,实现对数控系统的控制。图1-25所示是VPl050型加工中心FANUC O—M系统的CRT/MDI面板。
显示屏能够显示加工程序、坐标系、刀具实际位置、刀具参数、机床参数、报警信息等。
键盘上的控制键按其用途不同可分为主功能键、数据输入键、程序编辑键等,主功能键的功能见表1-4,其他控制键的功能见表1-5。



2.外部机床操作面板
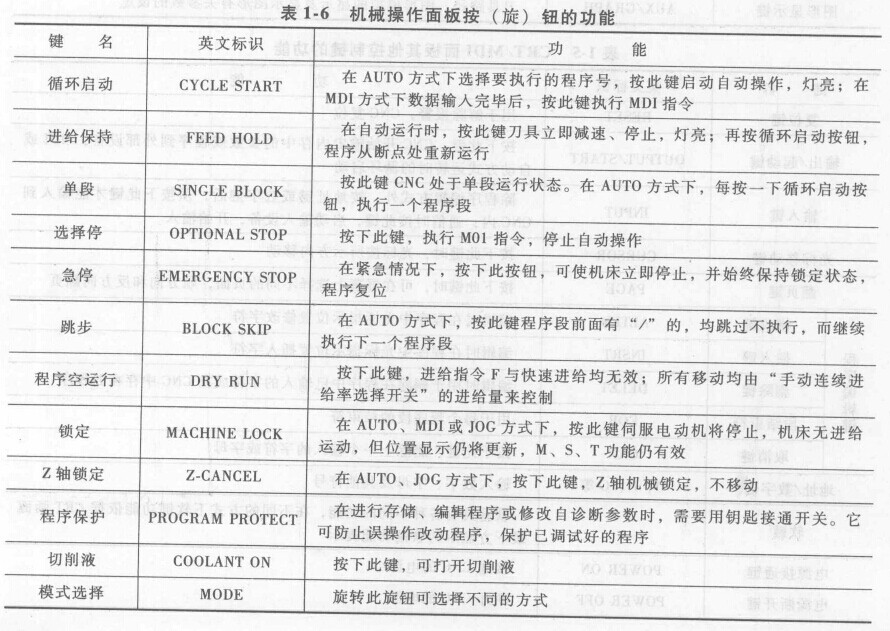
(1)机械操作面板 机床的类型不同,其机械操作面板上开关的功能及排列方式也有所差异。开关的形式有按钮、旋钮等。VP1050型立式加工中心的机械操作面板如图1-26所示,电源通、断按钮设置在CRT/MDI面板上,而其他大多设置在机械操作面板上。操作按(旋)钮的功能见表1—6。

(2)刀库手动操作面板刀库手动操作面板在刀库手动操作模式下操作才有效。刀库手动操作面板如图1-27所示,操作按钮的功能见表1-7.


3.加工中心基本操作
(1)手动操作
1)手动返回参考点操作(操作面板如图1-28所示)。参考点又称为机械原点,是机床的测量基准。执行返回参考点的操作是为了建立机床坐标系。其操作步骤如下:

①将模式选择按钮MODE置于回参考点HOME位置。在HOME方式下分别按下各轴方向键,可使各轴移到参考点。
②按一下X+/X-键,则X轴会向参考点移动。此时X轴回参考点指示灯闪烁,直到X轴回到参考点时才停止闪烁,X轴回参考点指示灯亮。此时X轴的机械坐标值为0。
③Y、Z、4轴回参考点操作方式与x轴相同。
此外,还可以按所有轴返回参考点键ZYX4HOME回参考点。操作时,按ZYX4 HOME键,各轴依Z、Y、X、4轴的顺序返回参考点。这时键灯闪烁,直到所有轴都在参考点的位置才停止闪烁,并保持灯亮。
注意:在进行回参考点操作之前,应把模式选择旋钮旋到HANDLE、JOG或RAPID方式上,并将各轴位置移动离开各轴原点100mm以上。
2)手动慢速进给操作(操作面板如图1—29所示)。其操作步骤如下:
①将模式选择旋钮MODE置于手动JOG位置。
②调整进给速率修调开关,选择进给速度。通过旋转旋纽,进给速度可在0—1260mm/min的范围内选择,误差不超过±3%。
③按住各轴的移动按钮开始移动,松开则停止,例如按X+键,则x轴以调定的进给速度向X+方向移动。Y、Z轴操作方式与X铀相同。
3)手动快速进给操作(操作面板如图1—30所示)。其操作步骤如下:
①将模式选择按钮MODE置于快递RAPID位置。在此模式下,各轴的进给操作方式与上述慢速进给操作相同。
②调整快速进给速度调整开关,选择进给速度。通过旋转旋钮,快速进给速度可在如下范围内变化:
X轴:0—20000mm/min。
Y轴:0—20000mm/mln。
Z轴:0—12000mm/min。

4)手摇脉冲发生器(手轮)进给操作(操作面板如图1—31所示)。其操作步骤如下:
①将模式选择旋钮MODE置于手轮HANDLE位置。在此方式下.可摇动手轮,使X、Y、Z轴中任一轴移动。
②选摔移动轴。使用手轮时每次只能单轴操作,由移动轴选择旋钮来选定手轮操作轴。
③选择移动量。通过倍率选择旋钮,确定移动的增量,手轮旋转一格,轴向移动位移可以是0.001mm、0.01mm、0.1mm这3种增量之一。
④摇动手轮。顺时针旋转手轮,使某一移动轴向“+”坐标方向移动;逆时针旋转手轮,则使某一移动轴向“-”坐标方向移动。
5)主轴转动手动操作(操作面板如图1—32所示)。其操作步骤如下:
①将模式选择技钮MODE置于HANDLE、RAPID、JOG或HOME中任一位置。
②由下列4个键控制主轴转动:
主轴正转按键CW:按下此键,主轴正转,按键内灯亮。
主轴反转按键CCW:按下此键,主轴反转,按键内灯亮。
主轴停止按键STOP:按下此键,主轴停止转动,只要主轴没有转动,此按键内的灯就会亮。
主轴定位按键ORIENTATION按下此键,主轴做定位动作,主轴定位后按键内灯亮。

(2)MDI运行 MDI是Manual Data Input(手动数据输入)的缩写。该功能允许通过
CRT/MDI面板输入一个或几个程序段并被执行。在MDI方式下最多可编辑5个程序段,程序的格式与通常的程序一样。
MDI方式的操作步骤如下:
1)手动程序输入。
①将模式选择旋钮MODE置于手动数据输入MDI位置。
②按下CRT/MDI面板上的PRGRM主功能键,则CRT画面显示如图1—33所示。

③选择程序屏幕,输入程序。程序号O0000被自动输入;程序编辑方式同EDIT编辑方式;程序最后一单段是M02或M30,该指令可自动复位暂存的资料,避免影响后续操作和程序执行错误。
④要完全删除在MDI方式中编辑的程序时,可先按地址键O,再按DELET锭或RESET键。
2)程序执行。
①将光标移动到程序头(也可由中途操作),按CRT/MDI面板上的START键或机械操作面板上的CYCLE START键.即可运行程序。执行到程序结束语句后,程序运行结束并自动清除。
②若要中途停止MDI运行;可按下机械操作面板上的进给保持键RESET,停止进给;再按下循环启动键CYCLE START,程序又接着运行。
③若要结束MDI运行:可按下CRT/MDI面板上的复位键RESET,终止自动运行,进入复位状态。在加工中心运动过程中执行复位操作时,机床会减速直至停止。
(3)程序的管理 程序管理主要包括程序的输入、编辑、删除等操作。这些操作一般在EDIT模式下进行。
1)程序的输入。
①将模式选择旋钮MODE置于编辑EDIT位置。
②按PRGRM键。
③输入地址码O及程序号。
④按INSRT键,完成程序号的建立。
⑤输入程序的各个程序段,按INSRT键,完成程序内容的输入。
2)程序的编辑、删除。
①将模式选择旋钮MODE置于编辑EDIT位置。
②按PRGRM键。
③输入地址码O及要编辑、删除的程序号。
④若删除程序,则按DELET键;若编辑程序,则选择要编辑的程序,进行字的插入、替换、删除等编辑操作。
(4)自动运行 这种方式是运行已存储到数控系统内存中的程序。输入已编制好的程序到存储器,选择需要的程序并按下机械操作面板上的循环启动键CYCLE START,程序自动运行,具体操作步骤如下:
1)输入巳编制的程序到内存。
2)按下存储器方式选择键PROGRAM,显示程序屏幕。
3)从存储的程序中选择要执行的程序。
4)将模式选择旋钮MODE置于自动AUTO位置。
5)按下机械操作面板上的循环启动键CYCLE STAET,程序自动运行,CYCLE START键内的灯亮。
6)若要中途停止或结束自动运行,其操作方式与MDI相同。
(5)刀库操作
1)自动换刀。在AUTO方式和MDI方式下,可以完成自动换刀动作。在AUTO方式下,读到程序中的“T_M06”程序段,或者在MDI方式下,输入“T _M06”程序段,启动运行,则可自动执行还刀、选刀、取刀动作。
2)刀库手动操作。需要手动操作时.将刀库手动操作面板的钥匙开关转到手动模式MANUAL;将刀库单动选择旋钮旋到不同的位置,可实现单项动作,运行时按刀库手动起动键MANUAL STEP;刀库手动操作结束,需将钥匙开关转回锁定(LOCK)位置,再按错误消除键FAULT RESET,FAULT RESET键内灯灭表示换刀机构已恢复至初始状态。
4.加工中心的操作步骤
(1)开机
1)开机前的检查。检查加工中心润滑油泵中的润滑油是否充足。切削液是否足够,系统控制柜是否关好等。
2)接通控制柜上的控制开关。
3)按下控制面板上的接通键POWER ON,系统启动。
4)按下CRT/MDI面板上的复位键RESET,系统自检后在CRT上出现位置显示画面。
(2)回参考点 在执行了回参考点的操作后,加工中心自动建立机床坐标系。具体操作步骤见本节“手动返回参考点操作”部分。
(3)建立工件坐标系 根据需要和操作习惯,用G92设定工件坐标系或者用G54—G59选择工件坐标系。
(4)刀具的选择、参数的设置及补偿值的输入
(5)输入程序 可从外部输入;也可以直接用键盘在CRT/MDI面板上输入;若程序简单、不重复使用,可采用MDI方式输入。
(6)编辑程序 若输入的程序还需要进行修改,则将模式选择旋钮旋至编辑位置,对程序进行编辑。
(7)校验程序 在对工件进行实际加工之前,还需要对编辑的程序予以校验,检验加工程序是否有词句错误,以及机床是否按既定的加工程序运行。
校验程序时可按下MACHINE LOCK键,将机床的所有机械轴锁定;或者按下Z—CAN—CEL键,将机床的Z轴锁定;或者使用MST LOCK软键,辅助功能锁定开关为0N,M、S、T指令将被禁止不能执行。
(8)自动加工 加工程序经校验正确无误后,在自动AUTO模式或手动数据输入MDI模式上按下循环启动键CYCLE START进行加工。程序运行结束后循环启动指示灯灭,机床停止运动。
(9)关机 按下控制面板上的断开键POWER OFF,切断CNC系统的电源,最后切断机床的电源。
5.程序传榆方式
编程人员制作完成加工程序后,尤其是利用CAD/CAM软件自动编写的程序,需将程序传输到机床。目前采用的程序传输方式主要有以下3种:
1)将程序存储至磁带、磁盘等存储介质.利用磁带机、磁盘驱动器等作为输入/输出装置,把输入到CNC系统的程序存在存储器中。
2)Rs-232串行通信方式。在微型计算机和机床上均设有Rs-232串行通信端口,近期出品的CNC系统大多采用具有25针D型的RS—232C串行接口。
3)DNC网络通信方式。DNC原是指分布式数控系统,即用一台微型计算机控制多台数控机床,而现在的NDC又被赋予了新的功能,级数控系统能够一边接收程序一边进行切削加工。
FANUC O—M系统采用的是ES—232C串行接口。
6.常见报警的处理
VPl050型加工中心常见的报警信息及处理方法如下:
(1)机床回原点时出现520号报警信息
故障现象:机床回原点时,Y轴出现超程报警。
故障分析:系统的参数设置不够合理,机床回原点的软极限限位值过小。
处理方法:在MDI方式下,按诊断键找到机床参数设置修改密码设定字PWS,将其值改为1,按翻页键,找出机床参数表的第701号参数.将参数值由2000改为20000,甚至更大一些,重新回参考点即可。返回到参考点之后,重复上述操作,将第70l号参数恢复为原来机床设定的值,关机,重新开机。
(2)系统出现1041号报警信息
故障现象:JOG方式下,主轴安装刀具,有时出现l041号报警。
故障分析及处理:出现104l号报警是因为压缩空气压力不足,检查空压机工作是否正常,气压压力表指示气压是否符合要求,气压管路有无破损漏气现象。若故障为有时出现,有可能是压力开关设定不良、接触不好所致。若压力开关及开关设定均没有问题,则查看主轴拉刀动作,检查确认主轴拉刀是否到位的行程开关是否松动,若是这个原因,将行程开关调整到位拧紧即可。 ’
(3)系统出现90号报警信息
故障现象:机床不能正常返回原点,出现90号报警。
故障分析及处理:故障的原因大多是脉冲编码器的信号未能输入到CNC系统,如脉冲编码器断线或脉冲编码器的连接线接触不好,还有可能是返回机床原点时的起动点离原点太近。返回前手动移动各轴使其与原点达到合适的距离即可消除该种情况的报警。
(4)出现409号报警信息
故障现象:加工中心在切削加工过程中,出现409号报警,主轴停转。
故障分析:加工中心在切削加工过程中,由于切削量大、切削速度高,超出主轴所能承受的负荷能力,造成主轴过载。
处理方法;关机后重新起动加工中心,将切削量和切削速度调小,即可解决主轴停转问题。
(5)出现冷却报警
故障现象:加工中心在运行过程中出现冷却报警。
故障分析:由于VP050加工中心冷却电动机采用的是日本生产的三相交流异步电动机.频率为60Hz,而国内供电电压频率是50Hz,这种情况下,即便电动机不过载,也会因为供电电压频率与电动机额定频率不符而造成冷却电动机电路中的热继电器动作。
处理方法;关闭加工中心,将热继电器复位,可暂时解决问题。最好的办法是将电动机更换成额定频率为50Hz的交流异步电动机。
FANUC数控系统加工中心的操作由思诚资源网提供,你还可以了解BLUM波龙在线测量






